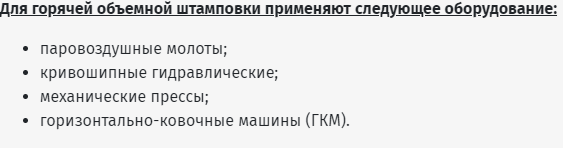
Горячая объемная штамповка





Компания Апгрейд специализируется на изготовлении и поставке поковок, изготовленных методом горячей объемной штамповки (ГОШ) по чертежам Заказчика и требованиям ГОСТ.
Поставляем поковки из конструкционных, легированных, инструментальных, нержавеющих, жаропрочных и специальных сталей и сплавов для машиностроения, металлургии, энергетики, нефтегазового оборудования, ремонтных служб и производственных предприятий. Выполняем сложные заказы с широким диапазоном по габаритам, весу и марочному ассортименту.
Варианты исполнения штамповок:
Фотогалерея- По степени готовности: без механической обработки (вчерне), с предварительной или чистовой мехобработкой (валы, шестерни, фланцы, корпуса и т.д.).
- По термообработке: в отожженном состоянии, а также с термической обработкой (отжиг, закалка, нормализация, отпуск) для получения заданных механических свойств.
- С контролем качества и механических свойств (все виды контроля производятся по требованию заказчика).
- C УЗК по ГОСТ 24507- 80 (по требованию): группы 1, 2, 2n, 3, 3n, 4, 4n, 4L).
Изготавливаем и поставляем штамповки по стандартам:
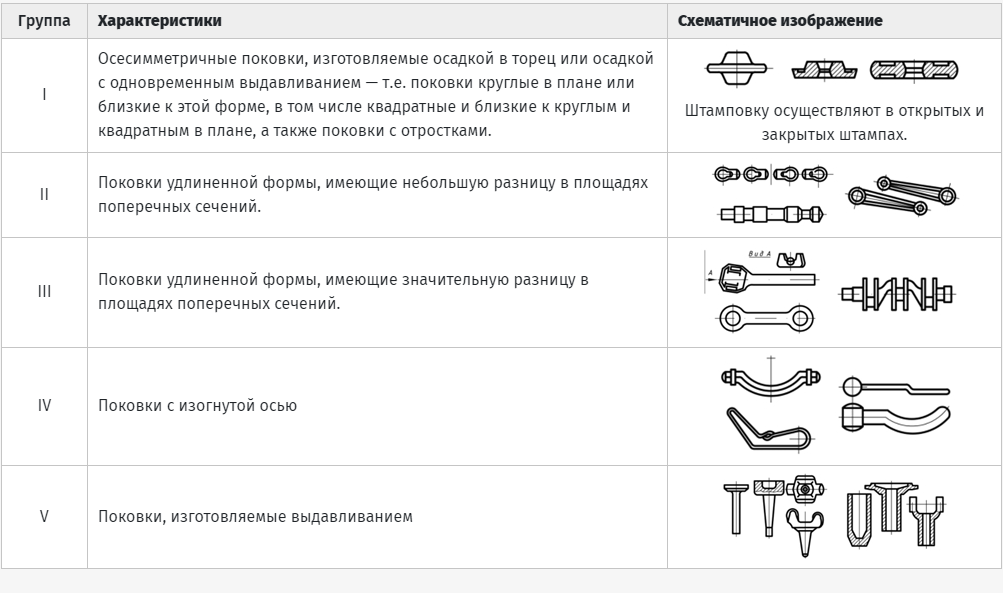
- ГОСТ 8479-70: группы I, II, III, IV, V.
- ГОСТ 25054-81: группы I, II, IIK, III, IIIK, IV, IVK, V, VK
- и другим нормативным документам по требованию заказчика.
Все штамповки поставляются с сертификатом качества
СОРТАМЕНТ ШТАМПОВАННЫХ ПОКОВОК
Отправить запрос|
ШТАМПОВКИ ОСЕСИММЕТРИЧНЫЕ |
Технические характеристики: Вес: до 35 кг Максимальный диаметр: 250 мм Группа: I, II, III, IV, V Сроки изготовления штамповой оснастки: 30 – 60 дней Сроки изготовления штамповки: до 30 дней |
|||||
|
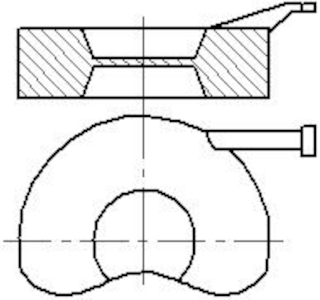
Тип штамповок I Кольца, фланцы, шестерни, крестовины. |
Разновидности форм штамповок |
|||||
|
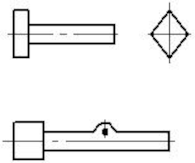
1 с цапфой, с утолщением в средней части |
2 с ободом, с утолщениями на концах |
3 с цапфой и ободом, с комбинацией утолщений, изгибом |
4 с отростком, с элементом асимметрии |
5 с вилками, с комбинацией отростков |
||
|
|
|
|
|
 |
||
|
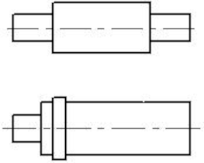
Тип штамповок II Оси, валы, тяги, кулаки, цапфы, вилки. |
Разновидности форм штамповок |
|||||
|
1 |
2 |
3 |
4 |
|
||
|
|
|
|
|
|
||
|
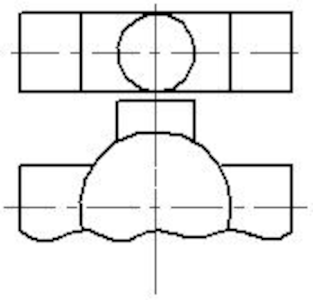
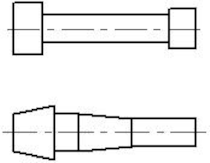
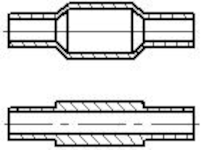
Тип штамповок III Полые валы, оси, цапфы, вилки. |
Разновидности форм штамповок |
|||||
|
1 |
|
|
|
|
||
|
|
|
|
|
|
||
|
ШТАМПОВКИ УДЛИНЕННЫЕ |
Технические характеристики: Вес: до 35 кг Максимальный диаметр: 250 мм Группа: I, II, III, IV, V Сроки изготовления штамповой оснастки: 30 – 60 дней Сроки изготовления штамповки: до 30 дней |
|||||
|
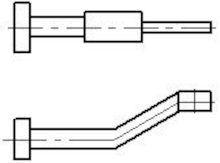
Тип штамповок IV Рычаги, шатуны, тяги, коленчатые валы. |
Разновидности форм штамповок |
|||||
|
1 с цапфой, с утолщением в средней части |
2 с ободом, с утолщениями на концах |
|
|
|
||
|
|
|
|
|
|
||
|
ШТАМПОВКИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ЧЕРТЕЖАМ ЗАКАЗЧИКА |
Технические характеристики: Максимальный размер– 200 х 150 мм Группа: I, II, III, IV Сроки изготовления штамповой оснастки: 30 – 60 дней Сроки изготовления штамповки: до 30 дней |
|||||


ВИДЫ ИСПЫТАНИЙ
В соответствии с ГОСТ 8479-90 поставляем штампованные поковки I, II, III, IV, V групп в зависимости от объема обязательных испытаний:
|
Группа поковок |
Виды испытаний |
Условия комплектности партии |
Сдаточные характеристики |
Документы |
|
I |
Без испытаний |
Поковки одной или разных марок стали |
- |
Хим. анализ |
|
II |
Определение твердости |
Поковки одной марки стали, совместно прошедшие термическую обработку |
Твердость |
Сертификат |
|
III |
Определение твердости |
Поковки одной марки стали, прошедшие термическую обработку по одинаковому режиму |
Твердость |
Сертификат |
|
IV |
- Испытание на растяжение, - Определение твердости и ударной вязкости |
Поковки одной плавки стали, совместно прошедшие термическую обработку |
Предел текучести Относительное сужение Ударная вязкость |
Сертификат, паспорт |
|
V |
- Испытание на растяжение, - Определение твердости и ударной вязкости |
Принимается индивидуально каждая поковка |
Предел текучести Относительное сужение Ударная вязкость |
Сертификат, паспорт |
По требованию клиента сдача штамповок может производиться с дополнительными видами испытаний, которые не предусмотрены стандартом. К таким видам испытаний относятся:
Марочный ассортимент кованой продукции
Что нужно для расчёта стоимости
Для расчёта стоимости штамповки направьте нам:
- чертёж, эскиз или техническое задание;
- марку стали или требования к материалу;
- размеры заготовки и чистовые размеры детали;
- количество;
- стандарт на изготовление;
- необходимость проведения испытаний и контроля.
Если чертежа нет, можно прислать описание детали, габариты, марку стали и условия работы изделия — наши специалисты помогут сформировать технические требования для расчёта.
Отправьте чертёж или техническое задание — подготовим расчёт стоимости, срок изготовления и возможные варианты поставки.
Купить штампованные поковки ГОШ
Заказать изготовление штамповок ГОШ по выгодной цене можно в компании Апгрейд, отправив заявку по e-mail info@9hs.ru, через форму обратной связи на сайте или связавшись с нашим менеджером по телефону 7 (495) 984-97-09.
Фотогалерея "Штамповки ГОШ"
Фотогалерея "Горячая объемная штамповка"
Преимущества работы с нами
АТТЕСТОВАННАЯ ЛАБОРАТОРИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
При заказе товара клиенту предоставляется
Справочная информация
Горячая объёмная штамповка (ГОШ) — заключается в горячем формоизменении нагретой до Т нагр ≥ 0,3 Т плавления заготовки с помощью штампа, поверхности которого ограничивают течение металла по осям X, Y, Z.
ГОШ является наиболее распространенным методом ковки (65%).
Штамповая оснастка влияет на качество штамповки и для ГОШ составляет 15-30 % себестоимости штамповок (при крупносерийном производстве).
Штамповая оснастка включает:
- Штампы (одноручьевые и многоручьевые открытые и закрытые);
- Пуансон;
- Матрица.
Деформация нагретого металла осуществляется в ручье штампа, внутренняя полость которого имеет профиль конечного изделия.
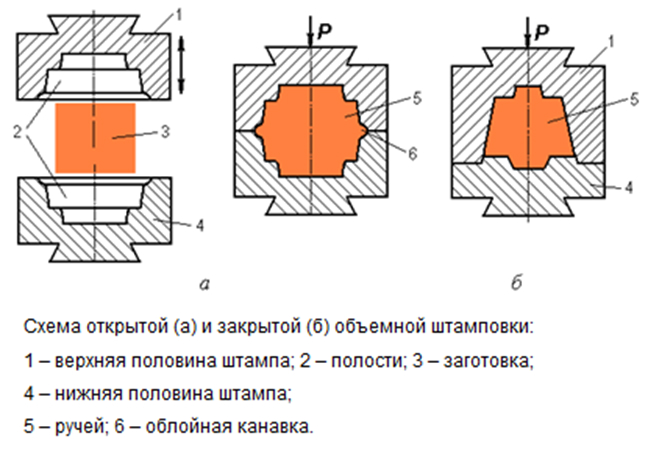
Штамп может быть:
- Открытым – для получения изделий любой конфигурации;
- Закрытым - для изготовления изделий формы тел вращения;
- Одноручьевым и многоручьевым.
Заготовка, изготовленная в процессе ГОШ, называется штампованной поковкой.
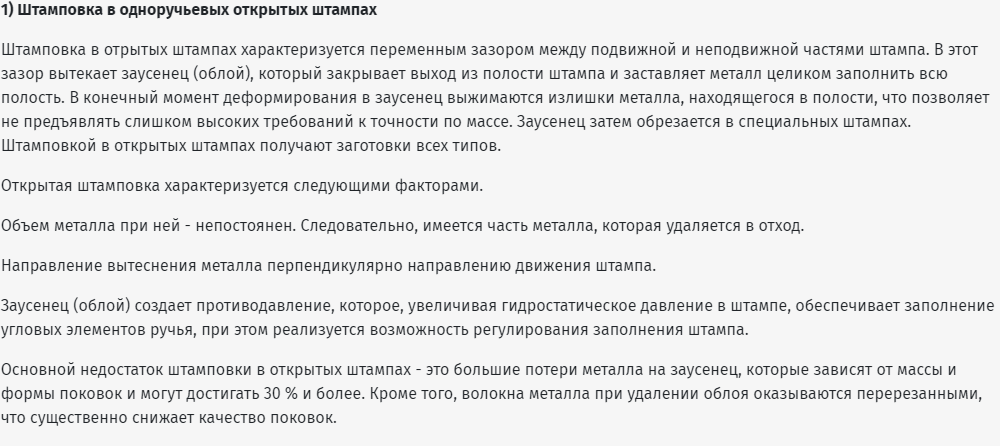
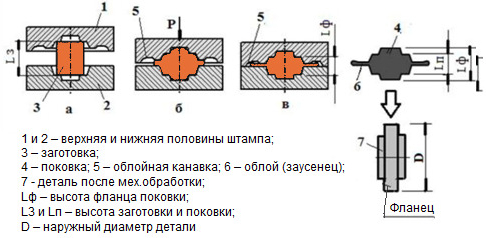
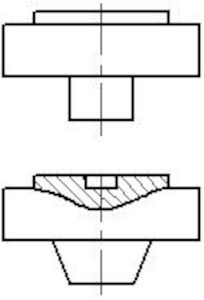
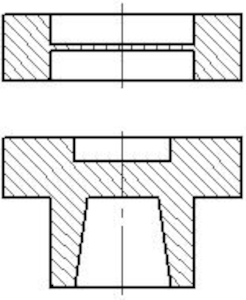
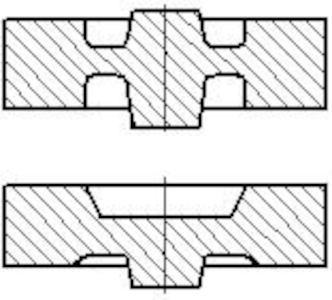
Рис. 2. Штамповка в одноручьевых закрытых штампах
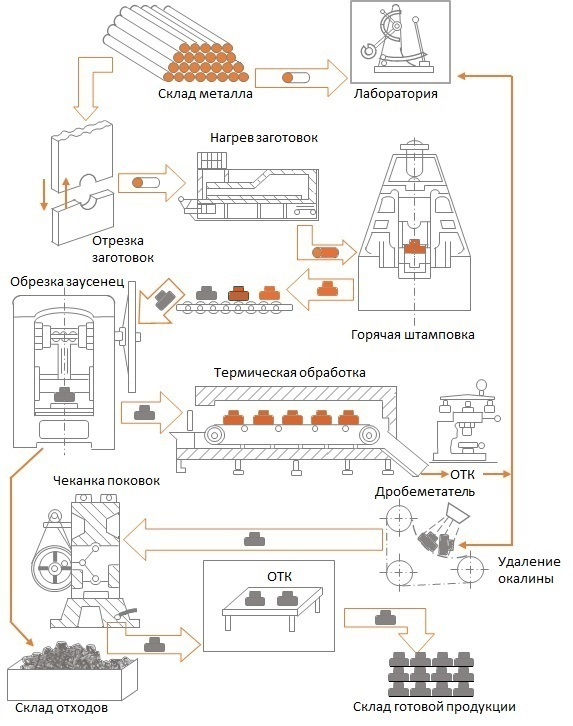
Схема технологического процесса горячей объемной штамповки
2. Классификация поковок, изготовленных на кривошипных горячештамповочных прессах (КГШП)
Штампованные поковки, изготовляемые на КГШП, делятся:
- по характеру течения и формоизменения металла:
- штамповки, в процессе изготовления которых применялась преимущественно осадка;
- штамповки, при изготовлении которых применялся процесс выдавливания;
- по конфигурации и трудности изготовления:
3. Преимущества и недостатки ГОШ по сравнению с ковкой:
Преимущества:
- ГОШ намного более производительна, чем ковка;
- Высокая степень воспроизводимости формы и точности конфигурации штамповок, что позволяет меньше расходовать металл, что в итоге влияет на стоимость изделия.
- Поверхность штамповки имеет более высокое качество, что влечет меньшие расходы на мех.обработку;
- ГОШ позволяет изготавливать заготовки сложной конфигурации, которые не получится сделать ковкой без напусков.
Недостатки:
- Ограничение по весу (до 3,5т);
- Для процесса штамповки требуются очень большие деформирующие нагрузки, значительно большие чем при ковке, что обуславливает необходимость применения более мощного оборудования;
- По сравнению с ковочным инструментом, штамп имеет более сложное устройство и изготовляется индивидуально для каждой серии штамповки, вследствие чего штампы имеют высокую стоимость, а ГОШ целесообразнее применять в многосерийном производстве.