Изготовление стальных кузнечных слитков (дуговая и индукционная выплавка, электрошлаковый переплав, вакуумно-дуговой и вакуумно-индукционный переплав)
Компания Апгрейд изготавливает кузнечные слитки (включая слитки малой развесовки) от 1150 кг до 5300 кг открытой плавки из конструкционных, инструментальных, нержавеющих и жаропрочных сталей и сплавов для нужд собственного производства и для сторонних организаций.
Выплавка стали осуществляется основными методами плавки в ДСП, в высокочастотных индукционных печах (в защитной среде аргона) и с использованием рафинирующих переплавов (вакуумно-индукционный (ви), вакуумно-дуговой (вд)) и электрошлаковый (ш)), что позволяет:
- выплавлять широкий перечень марок сталей и сплавов;
- получать сплавы высокого качества: высокой чистоты и с минимальным уровнем дефектов (газовых примесей, неметаллических включений, пористости и т.д.).
В связи со сложившейся внешнеторговой ситуацией и с целью удовлетворения потребностей клиентов в поставке иностранных марок сталей, предлагаем поставку их ближайших российских аналогов или рассмотрим заявку на выплавку стали по заданному химическому составу на нашем производственном участке. Перечень иностранных марок, выплавку которых мы рассмотрим, находится на нашем сайте на странице «Импортозамещение».
Ассортимент кузнечных слитков под изготовление Отправить заявку
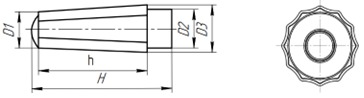
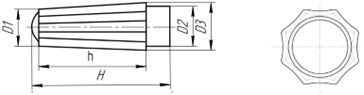
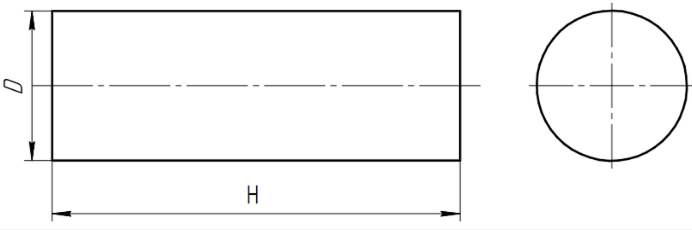
ООО «Апгрейд» для нужд собственного производства и для сторонних организаций выплавляет слитки открытой выплавки 8-гранные, 12-гранные и квадратного сечения. Слитки ЭШП изготовляются круглого и квадратного сечения.
| Тип слитка | Вес слитка, кг | Основные размеры слитка | Чертеж | ||||||||||||||||||||||||||||||||||||||||||||||
| d1 | d2 | d3 | h | H |
|
||||||||||||||||||||||||||||||||||||||||||||
| НА ПРОДАЖУ И ДЛЯ НУЖД СОБСТВЕННОГО ПРОИЗВОДСТВА | |||||||||||||||||||||||||||||||||||||||||||||||||
| СЛИТОК 8-ГРАННЫЙ ОТКРЫТОЙ ПЛАВКИ | 1150 | 350 | 400 | 300 | 1080 | 1400 |
 |
||||||||||||||||||||||||||||||||||||||||||
| 3200 | 580 | 640 | 550 | 1135 | 1360 | ||||||||||||||||||||||||||||||||||||||||||||
| 3800 | 640 | 730 | 600 | 1200 | 1525 | ||||||||||||||||||||||||||||||||||||||||||||
| 4800 | 670 | 740 | 640 | 1670 | 2045 | ||||||||||||||||||||||||||||||||||||||||||||
| 5300 | 760 | 900 | 700 | 1400 | 1875 | ||||||||||||||||||||||||||||||||||||||||||||
| СЛИТОК 12-ГРАННЫЙ ОТКРЫТОЙ ПЛАВКИ | 1150 | 450 | 530 | 270 | 650 | 980 |
 |
||||||||||||||||||||||||||||||||||||||||||
| 2150 | 530 | 580 | 400 | 1136 | 1636 | ||||||||||||||||||||||||||||||||||||||||||||
| КВАДРАТНЫЙ СЛИТОК ЭШП | 1000 | 320х320 | - | - | 1100 | - |
|
||||||||||||||||||||||||||||||||||||||||||
| КРУГЛЫЙ СЛИТОК ЭШП | 700 | 320 | - | - | 1100 | - |
 |
||||||||||||||||||||||||||||||||||||||||||
Оборудование и контроль качества
В сталеплавильном цехе нашей компании находится дуговая сталеплавильная печь ДСП-3,5 и индукционная сталеплавильная печь ППИ 3,0, которые позволяют нам выплавлять высоколегированные стали и сплавы.
Качественные характеристики слитков проверяются в собственной лаборатории неразрушающего контроля с помощью визуальной оценки, измерительных приборов, испытаний. По результатам проверки оформляется сертификат и паспорт.
Всю необходимую информацию уточняйте по телефону +7 (495) 984-97-09 или e-mail: info@9hs.ru.
Марочный ассортимент изготовляемых слитков
Марочный ассортимент постоянно пополняется освоенными марками сталей и сплавов, произведённых по ГОСТ, ОСТ, ТУ и протоколам на поставку продукции.
Фотогалерея "Кузнечные слитки"
Фотогалерея "Выплавка стали"
Преимущества работы с нами
При заказе товара клиенту предоставляется
Справочная информация
Методы получения стали (виды переплава)
| Обозначение в конце марки | Методы получения стали (виды переплава) |
| ВД | вакуумно-дуговой переплав (ВДП) |
| Ш | электрошлаковый переплав (ЭШП) |
| П | Плазменно-дуговой переплав (ПДП) |
| ВП | вакуумно-плазменный переплав |
| ЭЛ | электронно-лучевой переплав (ЭЛП) |
| ДД | двойной вакуумно-дуговой переплав |
ВАКУУМНО-ДУГОВОЙ ПЕРЕПЛАВ (ВДП)
ВДП чаще всего используется в дорогостоящих отраслях промышленности. Это дополнительный этап обработки для улучшения качества металла (трудоемкий и дорогостоящий).
Принцип действия печей вакуумно-дугового переплава (ВДП) основан на использовании тепловой энергии, которая выделяется при горении электрической дуги между металлическими (переплавляемым) электродом и поддоном водоохлаждаемого кристаллизатора в вакууме.
|
Преимущества по сравнению с традиционными методами:
|
 |
Влияние вакуумно-дугового переплава на свойства сталей и сплавов:
1. Жаропрочные стали и сплавы, полученные ВДП, более технологичны и пластичны, обладают более высокими свойствами жаропрочности и меньшей анизотропией пластических свойств.
2. Нержавеющие стали ВДП также более технологичны и пластичны, с улучшенными антикоррозионными свойствами и механическими свойствами.
3. Конструкционные стали ВДП обладают меньшей анизотропией мех. свойств и повышенной пластичностью и износостойкостью, и имеют меньше внутренних дефектов.
4. Подшипниковые стали ВДП отличаются значительно меньшим количеством неметаллических включений, что обуславливает повышенную надежность и долговечность эксплуатации подшипников.
ЭЛЕКТРОШЛАКОВЫЙ ПЕРЕПЛАВ (ЭШП)
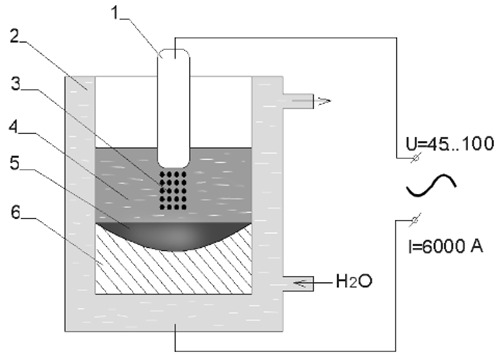
Метод ЭШП - это метод специального переплава, при котором стальной электрод расплавляется в слое жидкого электропроводящего рафинированного шлака, который наводят в водоохлаждаемой металлической изложнице расплавлением твердой шлаковой смесью или заливкой жидкого шлака, приготовленного в специальном плавильном агрегате.
|
Преимущества по сравнению с традиционными методами:
|
1 - переплавляемая заготовка; 2 - водоохлаждаемый кристаллизатор; 3 - капли металла; 4 - жидкий шлак; 5 - жидкого металла; 6 - переплавленный слиток |
Электрошлаковый переплав применяется для повышения качества металлов и сплавов.
Этот способ переплава используется для выплавки высококачественных сталей для шарикоподшипников, жаропрочных сталей для дисков и лопаток турбин, авиационных конструкций. Помимо слитков, производится фасонный переплав (коленчатые валы, зубчатые колеса и др.).
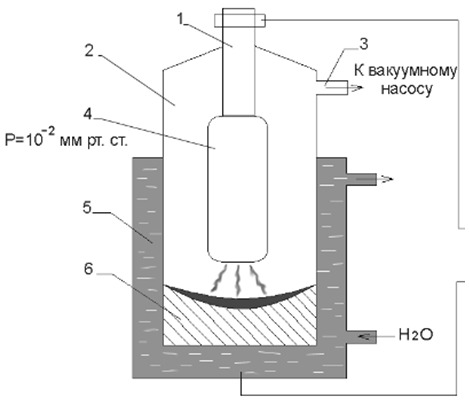
ВАКУУМНО-ИНДУКЦИОННАЯ ВЫПЛАВКА (ВИ)
Вакуумная индукционная плавка (ВИП) — это выплавка металлов и сплавов в вакуумной индукционной печи с керамическим тиглем
|
Преимущества
Методом ВИП выплавляют в основном две группы марок стали: - жаропрочные сплавы на никелевой основе (это главный сортамент ВИП); - низкоуглеродистые коррозионностойкие стали. |
Индукционная вакуумная установка 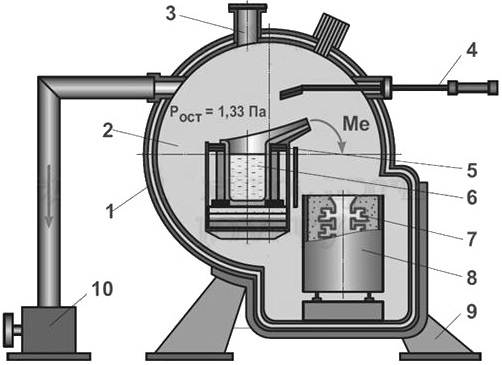
1 – стальной корпус печи; 2 – плавильная камера 3 – устройство для загрузки шихты; 4 – механизм очистки тигля; 5 – поворотная индукционная печь; 6 – расплав металла; 7 – дитейная форма; 8 – печь-термостат; 9 – опора; 10 – вакуум-насос |