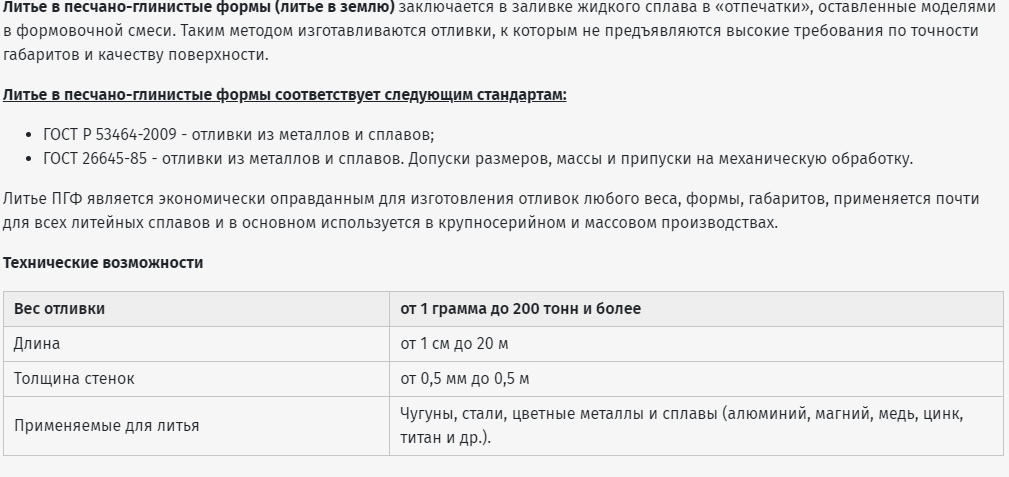
Литье в песчано-глинистые формы
Наши возможности





Характеристики продукции
Отправить запросГОСТР 53464-2009
ГОСТ 26645-85
Энергетика
Машиностроение
Производство отливок осуществляется по полному циклу:
- Проектирование и изготовление модельной оснастки;
- Изготовление отливки;
- Термическая обработка отливки (в зависимости от требований заказчика);
- Механическая обработка отливки (в зависимости от требований заказчика);
- Проведение приемо-сдаточных испытаний в соответствии с НТД.
К отливкам прилагается сертификат качества, содержащий:
- Номер чертежа или отливки;
- НТД;
- количество и массу отливок;
- Номер партии и плавки;
- Марку стали;
- Результаты химического анализа;
- Вид термической обработки;
- Результаты механических испытаний;
- Результаты дополнительных испытаний.
МАРОЧНЫЙ АССОРТИМЕНТ ПОСЛАВЛЯЕМОЙ ПРОДУКЦИИ
Компания Апгрейд поставляет стальные отливки следующих марок:
|
Вид стали |
Марки сталей |
|
Сталь для отливок обыкновенная |
03Н12Х5М3ТЛ, 08ГДНФЛ, 08Х17Н34В5Т3Ю2Л, 110Г13Л, 120Г13Х2БЛ, 12ДН2ФЛ, 12ДХН1МФЛ, 12Х7Г3СЛ, 13НДФТЛ, 13ХНДФТЛ, 14Х2ГМРЛ, 15ГЛ, 15ГНЛ, 15Л20Г1ФЛ, 20ГЛ, 20ГНМФЛ, 20ГСЛ, 20ДХЛ, 20Л, 20ФЛ, 20ХГСНДМЛ, 20ХГСФЛ, 20ХМЛ, 20ХМФЛ, 23ХГС2МФЛ, 25ГСЛ, 25Л, 25Х2Г2ФЛ, 25Х2ГНМФЛ, 25Х2НМЛ, 27Х5ГСМЛ, 30ГЛ, 30ГСЛ, 30Л, 30Х3С3ГМЛ, 30ХГСФЛ, 30ХГФРЛ, 30ХНМЛ, 32Х06Л, 35ГЛ, 35Л, 35НГМЛ, 35ХГСЛ, 35ХМЛ, 35ХМФЛ, 35ХН2МЛ, 35ХНЛ, 40Л, 40ХЛ, 45ГЛ, 45Л, 45ФЛ, 50Л, 55Л, 80ГСЛ |
|
Сталь для отливок с особыми свойствами |
07Х17Н16ТЛ, 07Х18Н9Л, 07Х18Н9Л, 08Х14НДЛ, 08Х15Н4ДМЛ, 8Х17Н34В5Т3Ю2РЛ, 09Х16Н4БЛ, 09Х17Н3СЛ, 10Х12НДЛ, 10Х14НДЛ, 10Х17Н10Г4МБЛ, 10Х18Н11БЛ, 10Х18Н3Г3Д2Л, 10Х18Н9Л, 110Г13ФТЛ, 110Г13Х2БРЛ, 120Г10ФЛ, 12Х18Н12БЛ, 12Х18Н12М3ТЛ, 12Х18Н9ТЛ, 12Х25Н5ТМФЛ, 130Г14ХМФАЛ, 14Х18Н4Г4Л, 15Х13Л, 15Х18Н22В6М2РЛ, 15Х23Н18Л, 15Х25ТЛ, 16Х18Н12С4ТЮЛ, 18Х25Н19СЛ, 20Х12ВНМФЛ, 20Х13Л, 20Х20Н14С2Л, 20Х21Н46В8Л, 20Х21Н46В8РЛ, 20Х25Н19С2Л, 20Х5МЛ, 20Х5ТЛ, 20Х8ВЛ, 31Х19Н9МВБТЛ, 35Х18Н24С2Л, 35Х23Н7СЛ, 40Х24Н12СЛ, 40Х9С2Л, 45Х17Г13Н3ЮЛ, 55Х18Г14С2ТЛ, 85Х4М5Ф2В6Л, 90Х4М4Ф2В6Л |
Преимущества работы с нами
АТТЕСТОВАННАЯ ЛАБОРАТОРИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
При заказе товара клиенту предоставляется
Справочная информация

Литье в песчано-глинистые формы (ПГФ)
Формовочные и стержневые смеси
Формовочная смесь изготовляется из кварцевого песка, глины, воды, связующих материалов испециальных добавок (синтетических и натуральных смол).
Основные характеристики смеси:
- пластичность;
- газопроницаемость;
- противопригарность;
- огнеупорность;
- однородность;
- податливость;
- долговечность.

Способы изготовления ПГФ:
- ручной (ручная формовка) – используется в мелкосерийном производстве;
- машинный (машинная формовка) – отличается большей производительностью, и лучшим качеством литейных форм.
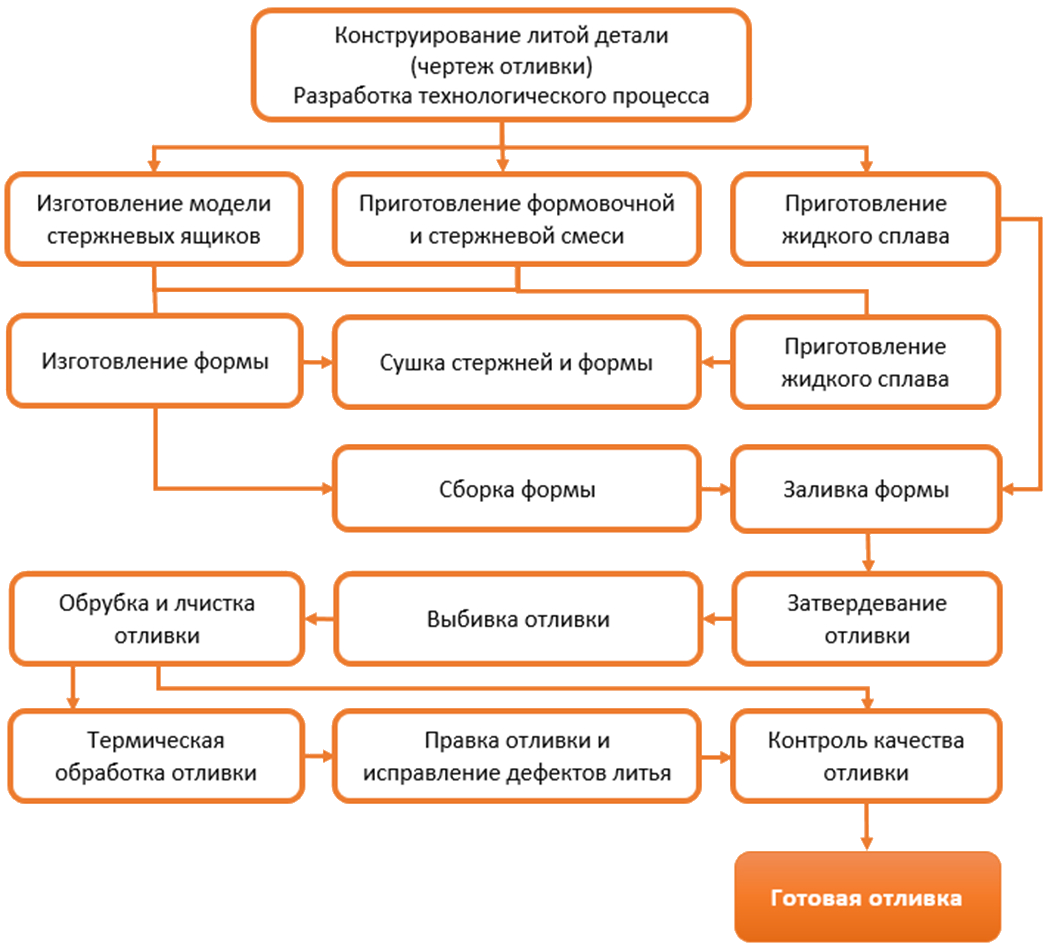
Схема процесса литья в песчано-глинистые формы
Преимущества литья ПГФ:
- изготовление отливок из любых сплавов;
- возможность изготовления отливок с любым весом, габаритами и сложности;
- применение при индивидуальном, серийном и массовом производстве;
- многоразовое использование ПГФ;
- экономичность литья;
- большая производительность;
- возможность механизации и автоматизации процесса ПГФ литья.
Недостатки:
- большой объём используемых вспомогательных материалов, для которых необходимы соответствующих размеров производственные площадки и наличие специального оборудовании для их переработки;
- высокий уровень отходов;
- большие потери металла при мех.обработке из-за невысокой точности и качества поверхности отливок;
- наличие дефектов: газовых и усадочных раковин, «холодных» и «горячих» трещин, заливов, недоливов, перекосов (искажение формы и размеров отливки из-за смещения полуформ),
- разностенность (из-за смещения стержней), коробление отливок;
- при изготовлении толстостенных отливок ухудшаются мех.свойства по причине медленного затвердевания.