Компания «Апгрейд» специализируется на изготовлении и поставке поковок по чертежам, техническим заданиям и требованиям ГОСТ. Поставляем поковки из конструкционных, легированных, инструментальных, нержавеющих, жаропрочных и специальных сталей и сплавов для предприятий добывающей промышленности, энергетики, машиностроения, судостроения, ОПК, авиакосмической, сельскохозяйственной и железнодорожной промышленности, двигателестроения, атомной, нефтеперерабатывающей, химической, металлургической и пищевой промышленности. Выполняем сложные заказы с широким диапазоном по габаритам, весу и марочному ассортименту.
Изготовляем поковки под заказ по индивидуальным требованиям Клиента или поставляем из собственного складского наличия.
На складе нашей организации всегда в наличии широкий ассортимент кованой продукции, изготовленной согласно соответствующим стандартам: ГОСТ 8479-70, ГОСТ 1133-71, ГОСТ 25054-81, ТУ 14-1-1530-75, ОСТ 108.030.113 и др.
Сортамент кованой продукцииОтправить запрос
|
Наименование |
Вид |
Технические характеристики |
| Поковка круглого сечения |
 |
D: 60 - 850 мм L max: 10000 мм М: до 15 тонн |
|
|
|
|
|
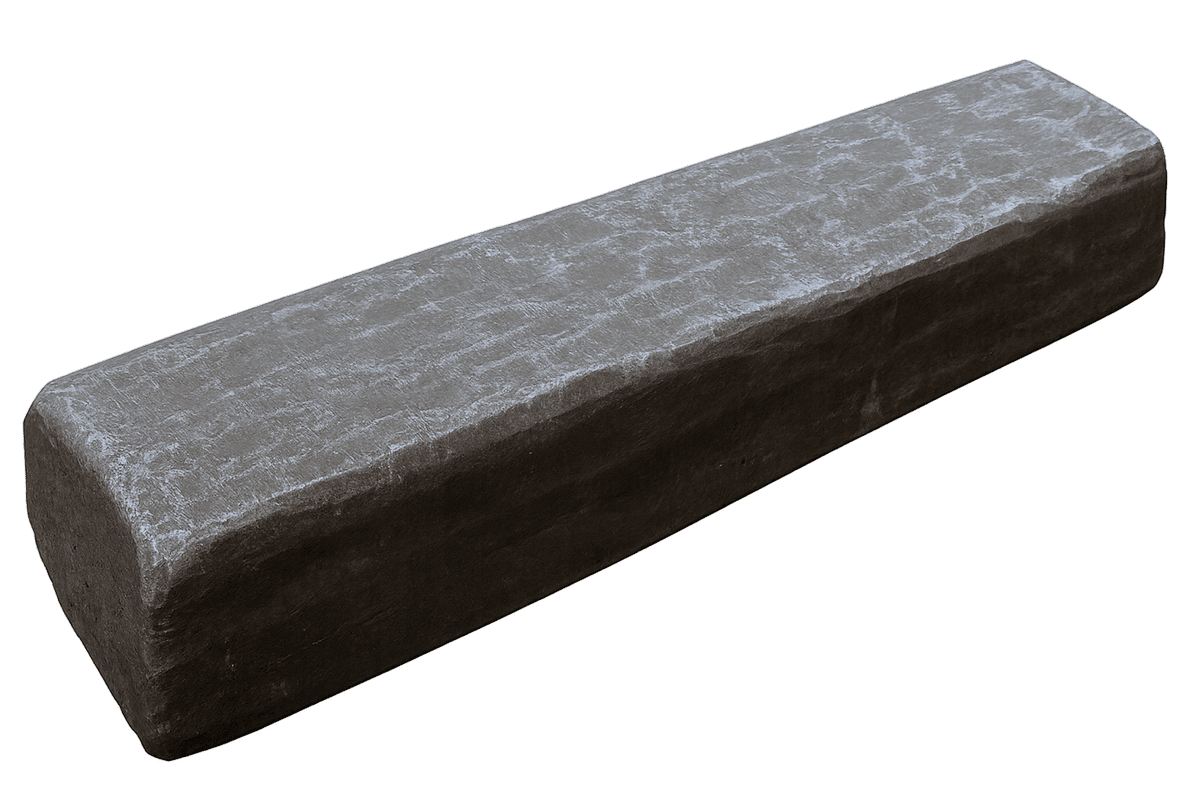
Поковка прямоугольного сечения |
|
Сторона А: 60 – 850 мм Сторона B: 45 - 1000 мм Lmax: 10000 мм. М: до 9,5 тонн |
|
|
|
|
|
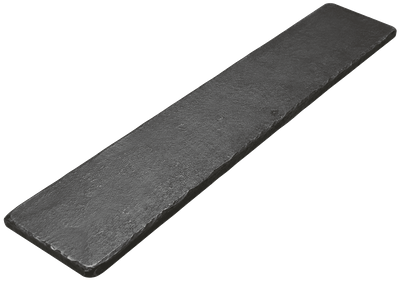
Поковка полоса |
|
Сторона А: до 1200 мм Высота H: от 100 мм Lmax: 5000 мм М: до 9 тонн |
|
|
|
|
|
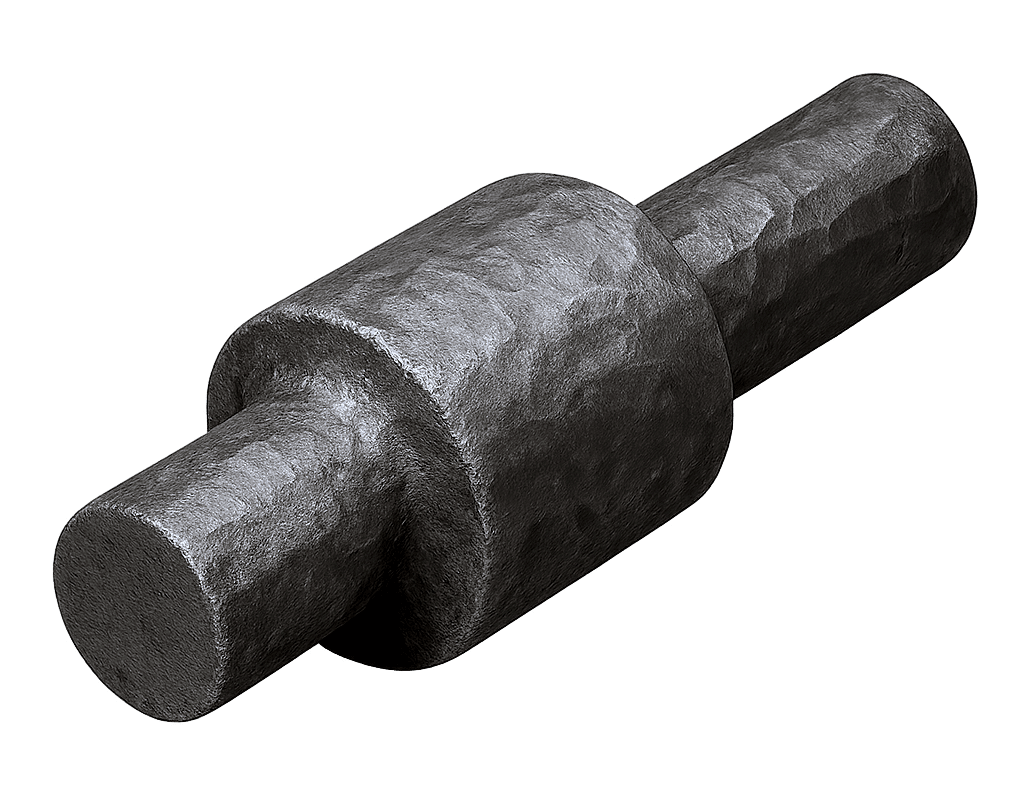
Поковка ступенчатый вал |
|
D: 60 – 850 мм Lmax: 8000 мм М: до 12 тонн |
|
|
|
|
|
Диск (с отверстием и без) |
|
D: 250 - 1550 мм d отверстия: 40 – 360 мм Высота H: 40 – 330 мм М: 0,1 - 6 тонн |
|
|
|
|
|
Поковка кольцо |
|
D: 350 - 2200 мм d: 130 - 1900 мм Высота H: 120 - 950 мм М: 0,1 - 10 тонн |
|
|
|
|
|
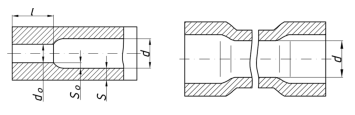
Поковка труба (гладкая и ступенчатая) |
|
D: до 950 мм d отверстия: 115 - 550 мм толщина стенки S: от 100 мм L: 1000 - 5000 мм М: 0,3 - 12 тонн |
|
По требованию заказчика поставляем поковки других типоразмеров. |
||



Варианты исполнения поковок:
Фотогалерея- По степени готовности: без механической обработки (вчерне), с предварительной или чистовой мехобработкой (валы, шестерни, фланцы, корпуса и т.д.).
- По термообработке: в отожженном состоянии, а также с термической обработкой (отжиг, закалка, нормализация, отпуск) для получения заданных механических свойств.
- По степени укова: уков за операцию/переход, за вынос (частный), за весь период ковки (общий).
- С контролем качества и механических свойств (все виды контроля производятся по требованию заказчика).
- C УЗК по ГОСТ 24507- 80 (по требованию): группы 1, 2, 2n, 3, 3n, 4, 4n, 4L).
Изготавливаем и поставляем поковки по стандартам:
- ГОСТ 8479-70: группы I, II, III, IV, V.
- ГОСТ 25054-81: группы I, II, IIK, III, IIIK, IV, IVK, V, VK
- и другим нормативным документам по требованию заказчика.
Все поковки поставляются с сертификатом качества.
Виды испытаний
В соответствии с ГОСТ 8479-90 поставляем поковки I, II, III, IV, V групп в зависимости от объема обязательных испытаний:
|
Группа поковок |
Виды испытаний |
Условия комплектности партии |
Сдаточные характеристики |
Документы |
|
I |
Без испытаний |
Поковки одной или разных марок стали |
- |
Хим. анализ |
|
II |
Определение твердости |
Поковки одной марки стали, совместно прошедшие термическую обработку |
Твердость |
Сертификат |
|
III |
Определение твердости |
Поковки одной марки стали, прошедшие термическую обработку по одинаковому режиму |
Твердость |
Сертификат |
|
IV |
- Испытание на растяжение, - Определение твердости и ударной вязкости |
Поковки одной плавки стали, совместно прошедшие термическую обработку |
Предел текучести Относительное сужение Ударная вязкость |
Сертификат, паспорт |
|
V |
- Испытание на растяжение, - Определение твердости и ударной вязкости |
Принимается индивидуально каждая поковка |
Предел текучести Относительное сужение Ударная вязкость |
Сертификат, паспорт |
Марочный ассортимент кованой продукции
Что нужно для расчёта стоимости
Для быстрого расчёта стоимости поковки направьте нам:
- чертёж, эскиз или техническое задание;
- марку стали или требования к материалу;
- размеры заготовки и чистовые размеры детали;
- количество;
- стандарт на изготовление;
- необходимость проведения испытаний и контроля.
Если чертежа нет, можно прислать описание детали, габариты, марку стали и условия работы изделия — наши специалисты помогут сформировать технические требования для расчёта.
Отправьте чертёж или техническое задание — подготовим расчёт стоимости, срок изготовления и возможные варианты поставки.
Купить поковки
Заказать изготовление поковок по выгодной цене можно в компании Апгрейд, отправив заявку по e-mail info@9hs.ru, через форму обратной связи на сайте или связавшись с нашим менеджером по телефону 7 (495) 984-97-09.
Фотогалерея "Поковки"
Фотогалерея "Ковка"
Преимущества работы с нами
АТТЕСТОВАННАЯ ЛАБОРАТОРИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
При заказе товара клиенту предоставляется
Справочная информация
1. Поковки. Определение, стандарты, виды
Поковка, кованая заготовка – это промежуточное изделие металлургии, полученное в результате пластической деформации металла: ковкой, или горячей объемной штамповкой в кузнечно-штамповочном производстве.
Производство с учетом массы изделий, их форм, припусков, качества обработки осуществляется в соответствии со следующими стандартами:
- ГОСТ 1133-71 для поковок круглого и квадратного сечения
- ГОСТ 8479-70 для поковок из конструкционной углеродистой и легированной стали
- ГОСТ 7505-89 для стальных штамповок
- ГОСТ 26645-85 для отливок
Если габариты требуемой детали значительно превосходят стандарты сортового проката, исходную заготовку целесообразно получить именно методом ковки или штамповки. Например, огромные валы, кольца, масса которых может достигать порядка 10-350 тонн. Такие ответственные детали должны соответствовать целому ряду технических характеристик и требований.
Отдельно стоит отметить поковки с Морским и Речным регистром, которые изготавливаютсяс предварительной механической обработкой и последующим ультразвуковым контролем. Используются для производства гребных валов, поршней, подъемно-мачтовых устройств, комингсов и иных деталей, используемых в судостроении.
Виды и форма поковок
По форме сечения поковки бывают:
- круглые (кованый круг, кованые оси и валы..)
- квадратные
- прямоугольные
- кольца, диски (с отверстием и без, раскатные)
- цилиндры (с отверстием и без)
Преимущества поковок перед литыми заготовками:
- Поковки имеют лучшие механические свойства: более высокую прочность и вязкость, более устойчивы к усталостным нагрузкам. Следовательно, поковки лучше подходят для деталей, к которым предъявляются требования высокой прочности, ударной вязкости и сопротивления
- Кованые заготовки менее подвержены износу и хорошо выдерживают высокие нагрузки
- Поковки лучше подвергаются механической обработке.
2 Классификация поковок
В зависимости от оборудования, на котором произведены поковки, их подразделяют на следующие виды:
- поковки, полученные на молотах
- поковки, изготовленные на кривошипных горячештамповочных прессах (КГШП)
- поковки, штампуемые на гидравлических прессах
- поковки, штампуемые на горизонтально-ковочных машинах (ГКМ)
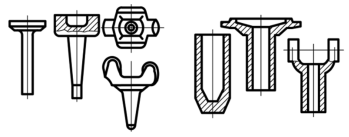
2.1 Классификация молотовых поковок
Молотовые штампованные поковки разделяют на группы по следующим признакам:
- по способу штамповки — плашмя или осадкой в торец;
- по форме поковки и соотношению ее основных размеров;
- по форме поперечных сечений поковки;
- по формам главной оси поковки и линии разъема.
В зависимости от выбранного способа штамповки, в значительной степени определяющего характер технологического процесса, различают две группы молотовых поковок.
|
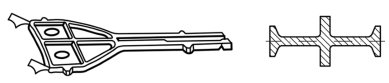
I группа |
удлиненные и изогнутые поковки, штампуемые перпендикулярно оси заготовки (штамповка плашмя). Для этих поковок характерна значительная величина отношения их длины к средней ширине в плане. |
|
II группа |
круглые и квадратные поковки или поковки, близкие к ним по форме в плане (два взаимно перпендикулярных размера в плане приблизительно равны); поковки с отростками (основные элементы имеют круглую или квадратную форму). |
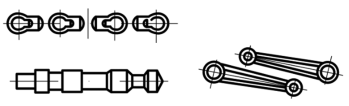
2.2 Классификация поковок, изготовленных на кривошипных горячештамповочных прессах (КГШП)
Поковки, штампуемые на КГШП, по сравнению с молотовыми поковками, отличаются меньшим разнообразием формы, и подразделяются следующим образом:
- в зависимости от характера формоизменения и течения металла при формоизменении — на два класса: класс поковок, получаемых с преобладанием процесса осадки, и класс поковок, получаемых с преобладанием процесса выдавливания;
- в зависимости от конфигурации и сложности изготовления — на пять основных групп. Методы изготовления учитывают при выделении подгрупп поковок.
|
Группа |
Характеристики |
Схематичное изображение |
|
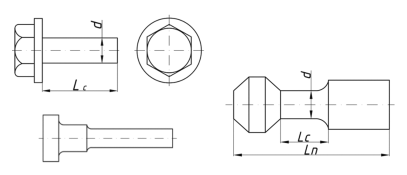
I |
осесимметричные поковки, изготовляемые осадкой в торец или осадкой с одновременным выдавливанием — т.е. поковки круглые в плане или близкие к этой форме, в том числе квадратные и близкие к круглым и квадратным в плане, а также поковки с отростками. |
Штамповку осуществляют в открытых и закрытых штампах. |
|
II |
поковки удлиненной формы, имеющие небольшую разницу в площадях поперечных сечений. |
|
|
III |
поковки удлиненной формы, имеющие значительную разницу в площадях поперечных сечений. |
|
|
IV |
поковки с изогнутой осью |
|
|
V |
поковки, изготовляемые выдавливанием |
|

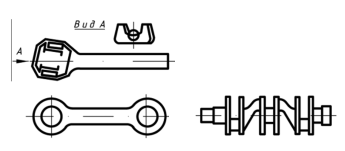
2.3 Классификация поковок, штампуемых на гидравлических прессах
На гидравлических прессах штампуют поковки простой формы (типа дисков и колес) и сложной формы (коленчатый вал) следующих видов:
- крупные поковки, которые невозможно получить на другом кузнечном оборудовании из-за его недостаточной мощности;
- поковки, для штамповки которых необходим большой рабочий ход, а усилие деформирования не имеет максимального значения в начале или в конце хода деформации (например, при глубокой прошивке);
- поковки, требующие специальных физико-химических условий горячей деформации.
Все поковки, штампуемые на гидравлических прессах, в зависимости от применяемых для их изготовления операций, подразделяют на группы:
|
Группа |
Определение |
Схематичное изображение |
|
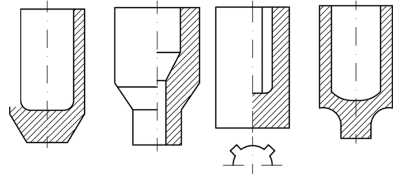
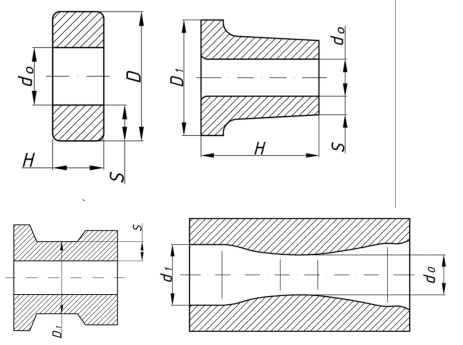
I |
поковки типа стаканов с гладкими стенками или сложной формы с глухими или сквозными отверстиями (корпуса снарядов, гильзы, втулки, муфты, цилиндры и др.). |
|
|
II |
поковки типа дисков: невысокие чашки и втулки с фланцами, роторы турбин, диафрагмы и др. |
|
|
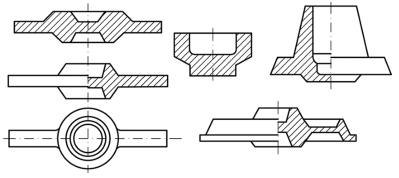
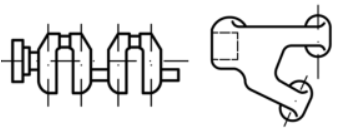
III |
поковки с вытянутой осью типа коленчатых валов и др. |
|
|
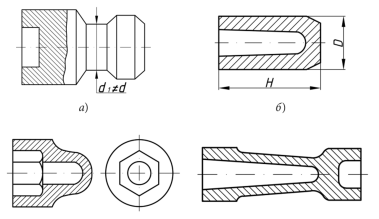
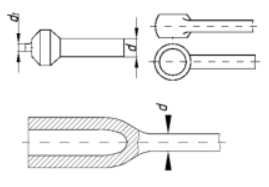
IV |
поковки типа крестовин (втулки авиационного винта и т.д.), изготовляемых комбинированной штамповкой в разъемных штампах |
|
|
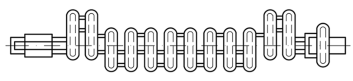
V |
поковки типа панелей, получаемые в блочных и секционных штампах |
|
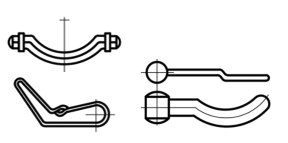
2.4 Классификация поковок, штампуемых на горизонтально-ковочных машинах (ГКМ)
Поковки, изготовляемые на ГКМ, в зависимости от их конфигурации подразделяют на шесть основных групп.
|
Группа |
Определение |
Схематичное изображение |
|
I |
поковки типа стержня с утолщением (размеры поперечного сечения заготовки сохраняются постоянными в стержневой части поковки). |
|
|
II |
поковки типа колец и втулок. Размеры поперечного сечения поковок этой группы изменяются на всех участках поковок по сравнению с исходной заготовкой. |
|
|
III |
поковки с полостями или глухими отверстиями. По конфигурации наружной и внутренней поверхностей эти поковки аналогичны поковкам II группы, но по технологии отличаются отсутствием пробивки. |
|
|
IV |
полые поковки, штампуемые из труб. К ним относят поковки, размеры поперечных сечений которых изменяются на концевых участках. |
|
|
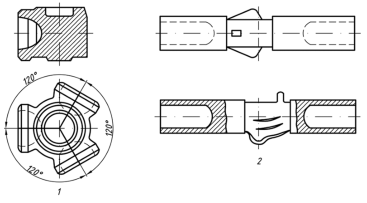
V |
поковки смешанной формы, разнообразные по конфигурации, в том числе с отростками и развилинами, с прямой и криволинейной осью, с глухими или сквозными отверстиями, ось которых может не совпадать с осью стержневой части поковки. |
|
|
VI |
поковки, требующие дополнительной штамповки на ГКМ (имеют разнообразную форму) |
|
3 Процесс получения поковок методом ковки
Кованые заготовки получают следующими способами:
- ковка
- штамповка (горячая объемная штамповка, холодная штамповка, листовая штамповка)
Ковка
Ковка – технологический процесс получения заготовок или деталей в результате пластического деформирования нагретой исходной заготовки в бойках без ограничения бокового течения металла.
Сущность процесса ковки заключается в формоизменении исходной заготовки вдоль одной (вертикальной) или двух осей (вертикальной и горизонтальной).
Исходные заготовки – отливки, блюмы, слябы, прокат.
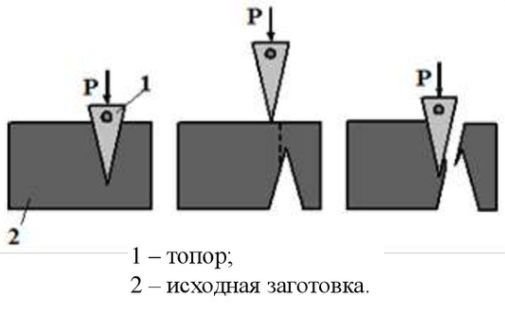
Инструмент – бойки (плоские, фигурные), плиты для осадки, прошивки, кольца, раскатки, пережимки, обжимки, топоры, подкладные штампы.
Оборудование:
- Ручная ковка: кувалда, наковальня
- Машинная ковка: Паровоздушные молоты и гидравлические прессы
Паровоздушные молоты – машины ударного действия (для высокопластичных материалов)
Гидравлические прессы – машины статического действия (для малопластичных материалов)
|
|
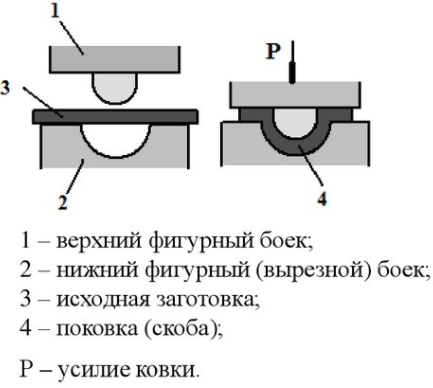
Силы Р оказывают сжимающее действие, способствующее течению металла в продольном направлении.
В фигурных бойках заготовку получают более точной цилиндрической формы.
|
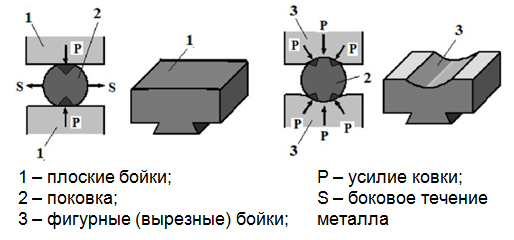
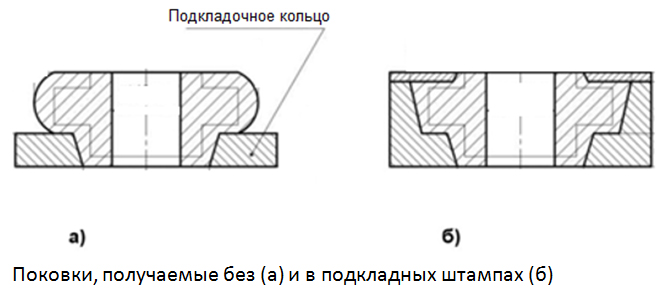
Ковку без подкладных штампов применяют для получения заготовок простой формы массой до 250т. Подкладные штампы позволяют получить заготовку относительно сложной формы.
3.1 Основные технологические этапы ковки
В процессе производства поковок методом ковки выделяют следующие основные этапы:
- Предварительные операции (для получения заготовки нужных размеров и формы): обкатка слитка, отрубка, разрубка.
- Основные операции (деформация нагретой заготовки под давлением): осадка, высадка, прошивка, пробивка и вырубка, протяжка, разгонка, отрубка, гибка и закручивание.
- Отделочные операции: правка, клеймение.
|
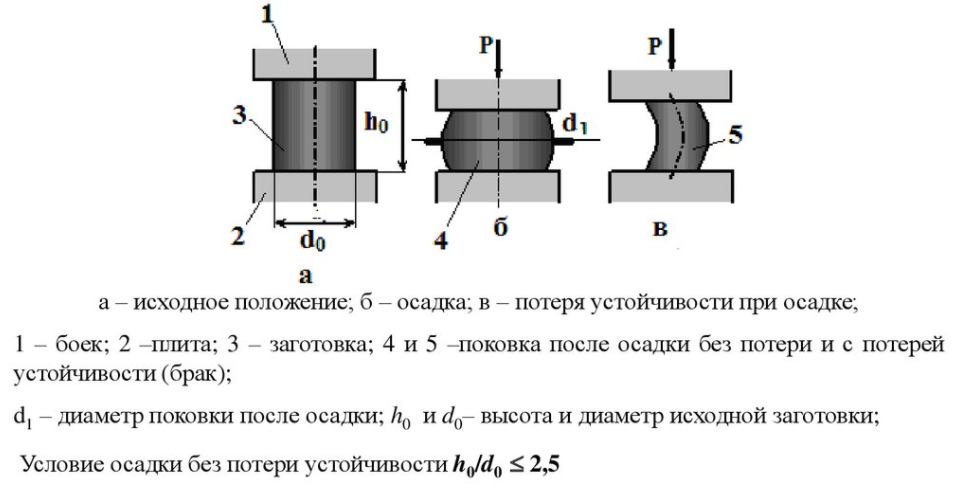
Осадка – уменьшение высоты заготовки при увеличении площади ее поперечного сечения
|
|
|
Высадка – осадка заготовки на части ее длины
|
|
|
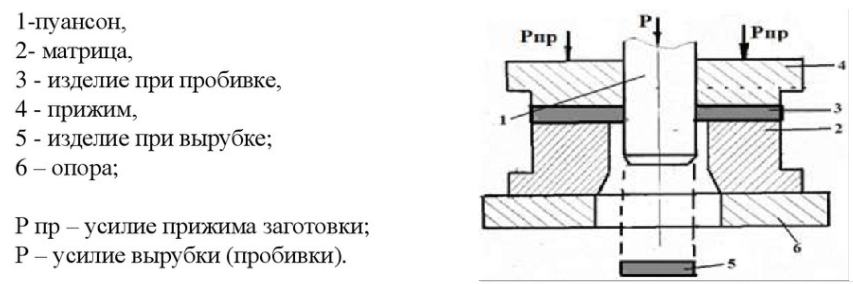
Пробивка – получение в заготовке сквозного отверстия. Разделение исходной заготовки по замкнутому контуру, когда изделием является часть заготовки с пробитым отверстием, не смещаемая в матрицу.
|
|
|
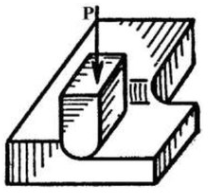
Вырубка – разделение исходной заготовки по замкнутому контуру, когда изделием является часть заготовки, смещаемая в матрицу |
|
|
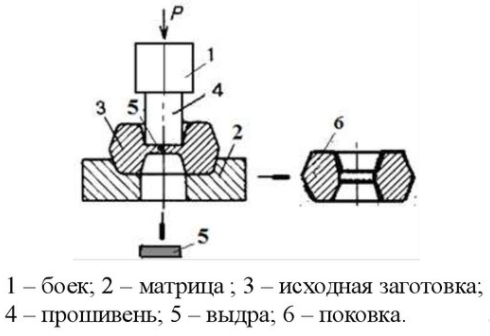
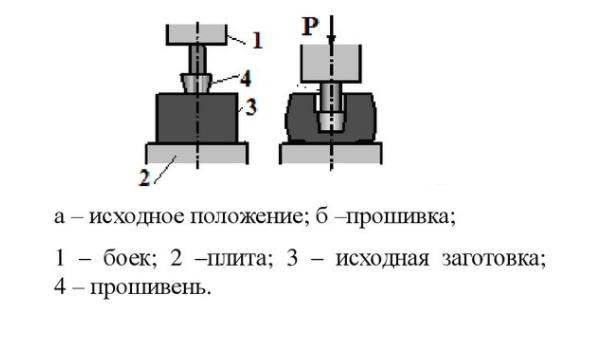
Прошивка – получение полостей в заготовке |
|
|
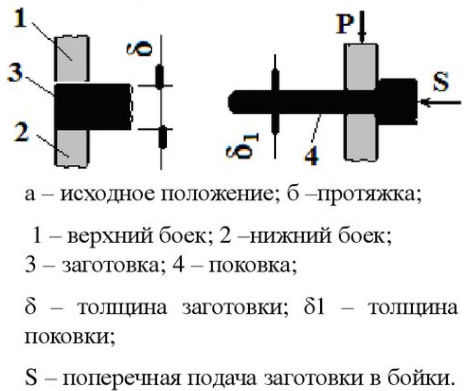
Протяжка – удлинение заготовки или ее части за счет уменьшения толщины заготовки |
|
|
Гибка – придание заготовке изогнутой формы |
|
|
Разгонка – операция увеличения ширины части заготовки за счет уменьшения ее толщины |
|
|
Отрубка – отделение части заготовки. Попасть в полость первоначального надруба трудно, поэтому всегда образуется заусенец. Операция выполняется в 2 шага. |
|

3.2 Преимущества и недостатки ковки
Преимущества:
- Более высокое качество металла с повышенной прочностью, пластичностью и ударной вязкостью, лучшей структурой, меньшим количеством дефектов по сравнению с отливками.
- Возможность изготовления крупногабаритных поковок: массой до сотен тонн, длиной до десятков метров. Такие изделия с высоким качеством металла другими способами получить невозможно.
- Низкие затраты на оборудование и инструменты ввиду их универсальности при единичном производстве.
Благодаря получению высокой пластичности материала и прочности, ковка рекомендуется для заготовок высоконагруженных деталей: роторов гидротурбин, валов, дисков турбин, колес и др.
Недостатки:
- Низкая производительность и большая трудоемкость по сравнению со штамповкой
- Большие отходы металла и объем последующей механической обработки из-за больших напусков, припусков и допусков.
3.3 Оборудование для ковки
Общая классификация оборудования для ковки:
|
Ковка |
Молоты |
- приводные-пневматические - паровоздушные |
|
Прессы и машины |
-гидравлические прессы - механические кривошипные прессы - обрезные кривошипные прессы - винтовые фрикционные прессы - кривошипные горячештамповочные прессы |
3.3.1 Молоты
Молоты - это машины динамического ударного действия.
Металл деформируется за счет энергии, накопленной подвижными (падающими) частями молота к моменту их соударения с заготовкой.
Часть энергии теряется на упругие деформации инструмента и колебания шабота (детали молота, на которую устанавливают нижний боек).
Чем больше масса шабота, тем больше КПД (практически масса шабота бывает в 15р больше массы падающих частей).
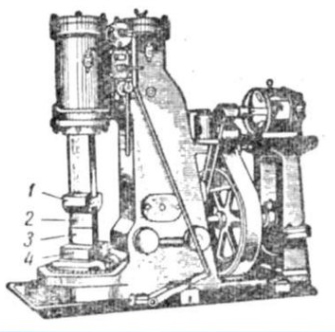
Пневматический молот
Пневматический молот - применяют для ковки мелких поковок (примерно до 20кг) и изготавливают с массой падающих частей 50-1000 кг.
|
|
Пневматический молот 1 – баба 2 - верхний боек 3 – нижний боек 4 - шабот |
Паровоздушный молот
Такие молоты приводятся в действие паром или сжатым воздухом давлением 0,7-0,9 МН/м2.
В зависимости от конструкции станины паровоздушные ковочные молоты бывают:
- Арочные
- Мостовые
- Одностоечные
|
|
Паровоздушный ковочный молот арочного типа:
1 — рабочий цилиндр; 2 — золотниковая коробка; 3 — боковые стойки; 4 — шток; 5 — баба; 6 — верхний боёк; 7 — рукоятка; 8 — нижний боёк; 9 — промежуточная подушка; 10 — общая плита; 11 — шабот |
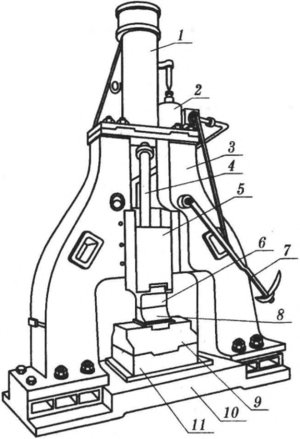
Ковочные паровоздушные молоты строят с массой падающих частей 1000-8000 кг. На этих молотах изготавливают поковки средней массы (20 - 350 кг) преимущественно из прокатанных заготовок.
3.3.2 Прессы
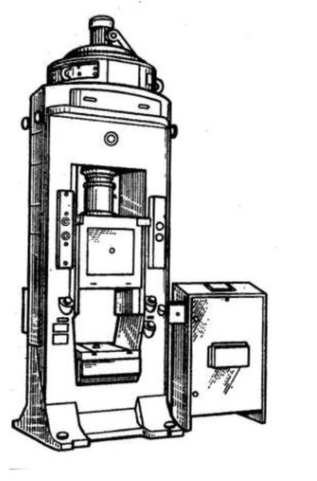
Гидравлические прессы
В гидравлическом прессе усилие создается с помощью жидкости (водной эмульсии или минерального масла) высокого давления (20 – 30 МН/м2), подаваемой в рабочий цилиндр.
|
|
На гидропрессах штампуют крупные поковки, которые невозможно получить на другом кузнечном оборудовании, а также поковки, для которых необходим большой рабочий ход силовых органов. Область применения – массовое производство (например, железнодорожных колес подвижного состава, диски, коленвалы и т.д.,.). |
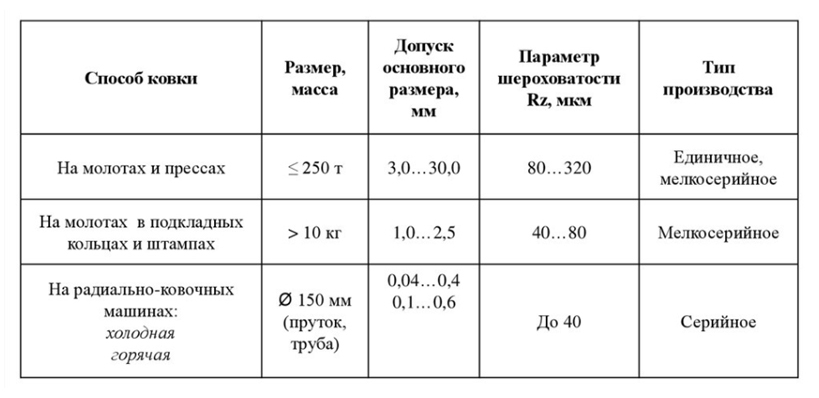
3.4 Основные показатели качества поковок и типы производств
Сравнительная таблица характеристик способов ковки