Литье ХТС
Наши возможности





Характеристики продукции
Отправить запросГОСТ Р 53464-2009
ГОСТ 2789-73
ГОСТР 53464-2009
ГОСТ 26645-85
Энергетика
Машиностроение
Производство отливок осуществляется по полному циклу:
- Проектирование и изготовление модельной оснастки;
- Изготовление отливки;
- Термическая обработка отливки (в зависимости от требований заказчика);
- Механическая обработка отливки (в зависимости от требований заказчика);
- Проведение приемо-сдаточных испытаний в соответствии с НТД.
К отливкам прилагается сертификат качества, содержащий:
- Номер чертежа или отливки;
- НТД;
- Количество и массу отливок;
- Номер партии и плавки;
- Марку стали;
- Результаты химического анализа;
- Вид термической обработки;
- Результаты механических испытаний;
- Результаты дополнительных испытаний.
МАРОЧНЫЙ АССОРТИМЕНТ ПОСЛАВЛЯЕМОЙ ПРОДУКЦИИ
Компания Апгрейд поставляет стальные отливки следующих марок:
|
Вид стали |
Марки сталей |
|
Сталь для отливок обыкновенная |
03Н12Х5М3ТЛ, 08ГДНФЛ, 08Х17Н34В5Т3Ю2Л, 110Г13Л, 120Г13Х2БЛ, 12ДН2ФЛ, 12ДХН1МФЛ, 12Х7Г3СЛ, 13НДФТЛ, 13ХНДФТЛ, 14Х2ГМРЛ, 15ГЛ, 15ГНЛ, 15Л20Г1ФЛ, 20ГЛ, 20ГНМФЛ, 20ГСЛ, 20ДХЛ, 20Л, 20ФЛ, 20ХГСНДМЛ, 20ХГСФЛ, 20ХМЛ, 20ХМФЛ, 23ХГС2МФЛ, 25ГСЛ, 25Л, 25Х2Г2ФЛ, 25Х2ГНМФЛ, 25Х2НМЛ, 27Х5ГСМЛ, 30ГЛ, 30ГСЛ, 30Л, 30Х3С3ГМЛ, 30ХГСФЛ, 30ХГФРЛ, 30ХНМЛ, 32Х06Л, 35ГЛ, 35Л, 35НГМЛ, 35ХГСЛ, 35ХМЛ, 35ХМФЛ, 35ХН2МЛ, 35ХНЛ, 40Л, 40ХЛ, 45ГЛ, 45Л, 45ФЛ, 50Л, 55Л, 80ГСЛ |
|
Сталь для отливок с особыми свойствами |
07Х17Н16ТЛ, 07Х18Н9Л, 07Х18Н9Л, 08Х14НДЛ, 08Х15Н4ДМЛ, 8Х17Н34В5Т3Ю2РЛ, 09Х16Н4БЛ, 09Х17Н3СЛ, 10Х12НДЛ, 10Х14НДЛ, 10Х17Н10Г4МБЛ, 10Х18Н11БЛ, 10Х18Н3Г3Д2Л, 10Х18Н9Л, 110Г13ФТЛ, 110Г13Х2БРЛ, 120Г10ФЛ, 12Х18Н12БЛ, 12Х18Н12М3ТЛ, 12Х18Н9ТЛ, 12Х25Н5ТМФЛ, 130Г14ХМФАЛ, 14Х18Н4Г4Л, 15Х13Л, 15Х18Н22В6М2РЛ, 15Х23Н18Л, 15Х25ТЛ, 16Х18Н12С4ТЮЛ, 18Х25Н19СЛ, 20Х12ВНМФЛ, 20Х13Л, 20Х20Н14С2Л, 20Х21Н46В8Л, 20Х21Н46В8РЛ, 20Х25Н19С2Л, 20Х5МЛ, 20Х5ТЛ, 20Х8ВЛ, 31Х19Н9МВБТЛ, 35Х18Н24С2Л, 35Х23Н7СЛ, 40Х24Н12СЛ, 40Х9С2Л, 45Х17Г13Н3ЮЛ, 55Х18Г14С2ТЛ, 85Х4М5Ф2В6Л, 90Х4М4Ф2В6Л |
Преимущества работы с нами
АТТЕСТОВАННАЯ ЛАБОРАТОРИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
При заказе товара клиенту предоставляется
Справочная информация

Литье в холодно-твердеющие смеси (ХТС)
Отливка, изготовленная методом ХТС литья, получается путем заливки жидкого сплава в литейные формы, сделанные из смеси песка, отвердителей и искусственно созданных полимерных смол, которые сцепляются при воздействии газовых реагентов. Прочность формы обеспечивают специально добавляемые в смесь вещества, обладающие высокими сцепляющими характеристиками.
Для получения литейной формы требуется модельная оснастка, основными материалами для изготовления которой являются пластик, дерево, фанера, МДФ-плиты.
Литье ХТС определяется следующими стандартам:

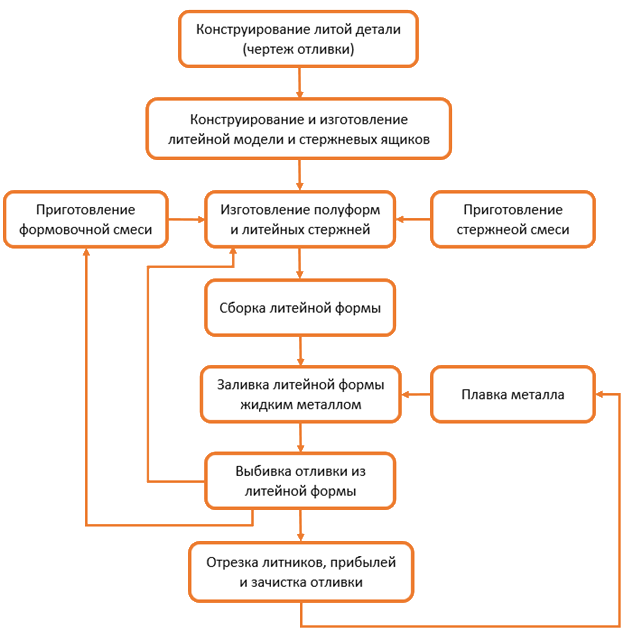
Общая схема процесса литья
Литейная оснастка
Модельно-опочная литейная оснастка должна иметь требуемую форму отливки с учетом ее линейной усадки. Для изготовления оснастки нужной точности применяются станки ЧПУ.
Оснастка несложной конфигурации состоит из 2х частей. Для получения внутренних полостей отливки используются стержни.
Для небольших деталей применяется многоместная оснастка, что позволяет уменьшить стоимость изготовления.
Преимущества литья в холодно-твердеющие смеси:
- высокое точность размеров что обуславливает качество отливки;
- при изготовлении оснастка не деформируются, в следствие чего отливка имеет малое количество дефектов, высокую точность конфигурации с гладкой и ровной поверхностью;
- оснастка для ХТС литья имеет неоднократное применение что существенно уменьшает себестоимость литья;
- применение простого, по сравнению с другими способами литья, оборудования уменьшает себестоимость производства отливки;
- возможность автоматизации процесса литья ХТС;
- более низкие энергозатраты из-за отсутствия этапа сушки;
- меньшая трудоемкость заключительных этапов;
- более низкий уровень вредных выбросов.
Недостатки литья ХТС:
- связующие являются токсичными и требуют особой эксплуатации и хранения;
- смолы и катализаторы имеют высокую цену;
- методом ХТС нельзя изготовлять отливки из сплавов с невысокими показателями текучести.