- Гладкий вал
- Ступенчатый вал
- Шлицевой вал
- Вал-шестерня
- Червячный вал
- Полый вал
- Эксцентриковый вал
- Кулачковый вал
- Коленчатый вал
- Торсионный вал
- Вал планетарной передачи
- Ходовой винт
- Цилиндрические прямозубые шестерни
- Цилиндрические косозубые шестерни
- Шевронные шестерни
- Конические прямозубые шестерни
- Конические тангенциальные шестерни
- Конические спиральные шестерни
- Конические гипоидные шестерни
- Секторные шестерни
- Шестерни с внутренним зацеплением
- Клиновидные шкивы
- Зубчатые шкивы
- Плоскоременные шкивы
- Круглокоременные шкивы
- Многоручьевые шкивы
- Тормозные шкивы
- Цилиндрическая втулка
- Коническая втулка
- Резьбовая втулка
- Подшипниковая втулка
- Ступенчатая втулка
- Перфорированная втулка
- Переходная втулка
- Втулка скольжения
- Втулка разъемная
- Однорядные звездочки
- Двухрядные звездочки
- Трехрядные звездочки
- Многорядные звездочки
- Звездочки со ступицей
- Звездочки под втулку тапербуш
- Зубчатое колесо цилиндрическое прямозубое
- Зубчатое колесо цилиндрическое косозубое
- Зубчатое колесо цилиндрическое шевронное
- Зубчатое колесо коническое прямозубое
- Зубчатое колесо коническое с тангенциальными зубьями
- Зубчатое колесо коническое спиральное
- Зубчатое колесо коническое гипоидное
- Зубчатое колесо червячное
- Зубчатое колесо реечное
- Зубчатое колесо внутреннего зацепления
- Зубчатые венцы с наружным зацеплением зубьев
- Зубчатые венцы с внутренним зацеплением зубьев
- Кольца большого диаметра
- Днища эллиптические ГОСТ 17379-2001
- Днища эллиптические ГОСТ 6533-78
- Днища штампованные ТУ 102-488-95
- Заглушки фланцевые плоские по ГОСТ 12836-67
- Заглушки поворотные по стандарту ASME b16.5
- Заглушки фланцевые с соединительным выступом ОСТ 34-10-428-90
- Заглушки фланцевые АТК 24.200.02-90
- Заглушки эллиптические ГОСТ 17379-2001
- Заглушки плоские приварные ОСТ 34.10.758-97
- Отводы бесшовные (горячедеформированные)
- Отводы сварные (секторные)
- Отводы гнутые (холодногнутые)
- Отводы штампосварные
- Концентрические переходы
- Эксцентрические переходы
- Бесшовные переходы
- Штампосварные переходы
- Сварные лепестковые переходы
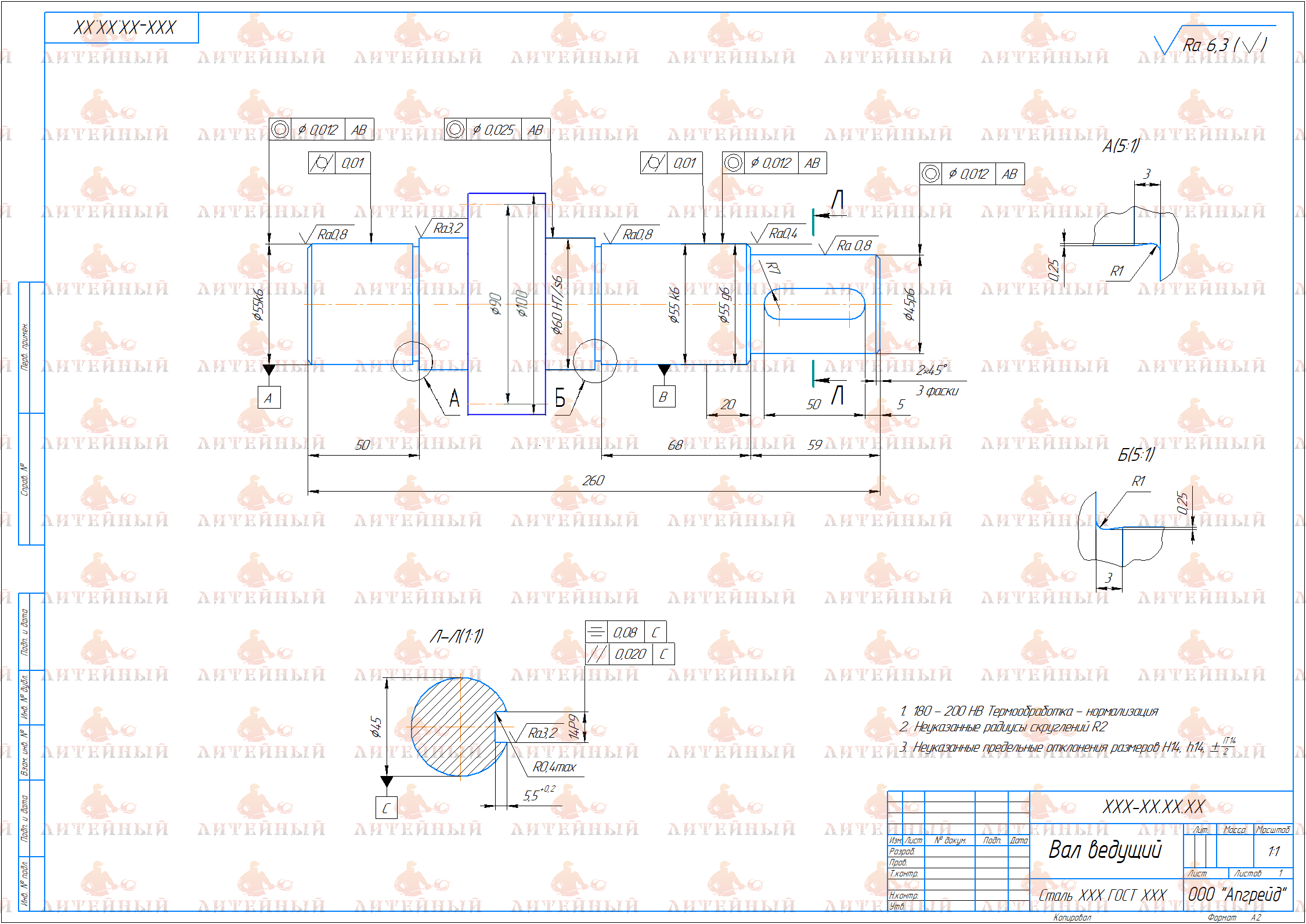
Изготовление валов планетарного редуктора любой сложности на заказ по чертежам Клиента
ООО Апгрейд оказывает услуги по изготовлению валов планетарного редуктора любой сложности на заказ по чертежам с учетом всех требований Клиента:
- Изготовление валов планетарного редуктора с нуля (включая разработку чертежей и проектирование 3D-модели детали).
- Изготовление валов планетарного редуктора по образцу при отсутствии чертежей (востребовано при импортозамещении и изготовлении деталей для спецтехники).
Предлагаем услуги по штучному и серийному производству, обеспечивая достижение высокого качества, требуемых физико-механических характеристик, соответствие готовой продукции НТД и соблюдение сроков выполнения заказов.
Сырье для изготовления валов планетарного редуктора
Изготавливаем валы планетарного редуктора из конструкционных, инструментальных, нержавеющих, жаропрочных, жаростойких и др. специальных сталей и сплавов.
В качестве заготовок для будущих деталей берем поковки, штамповки, отливки собственного производства или металлопрокат из складского наличия. Каждая заготовка проходит контроль качества, с целью достижения требуемых характеристик, обеспечения долговечности и точности конечного изделия.
Процесс изготовления валов планетарного редуктора на нашем производстве включает следующие этапы: Отправить запрос
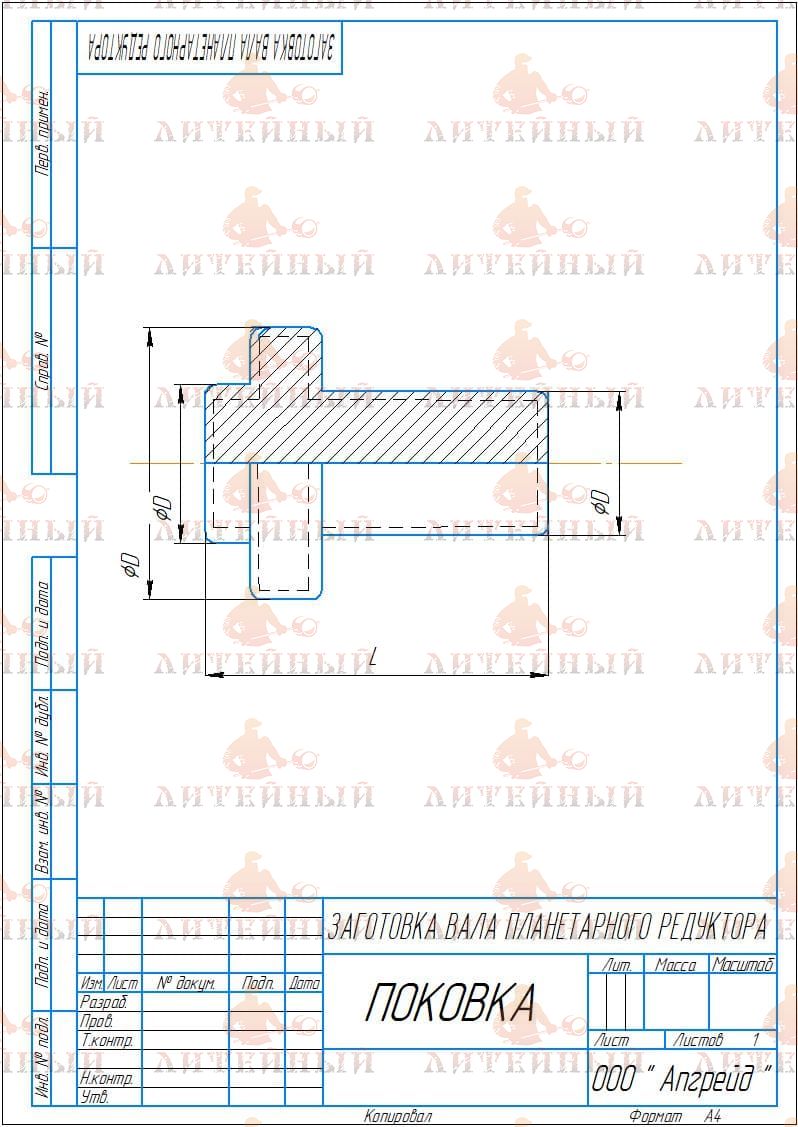
| ЗАГОТОВКА | ЧЕРТЕЖ ПОКОВКИ | заготовительные операции |
 |
 |
|
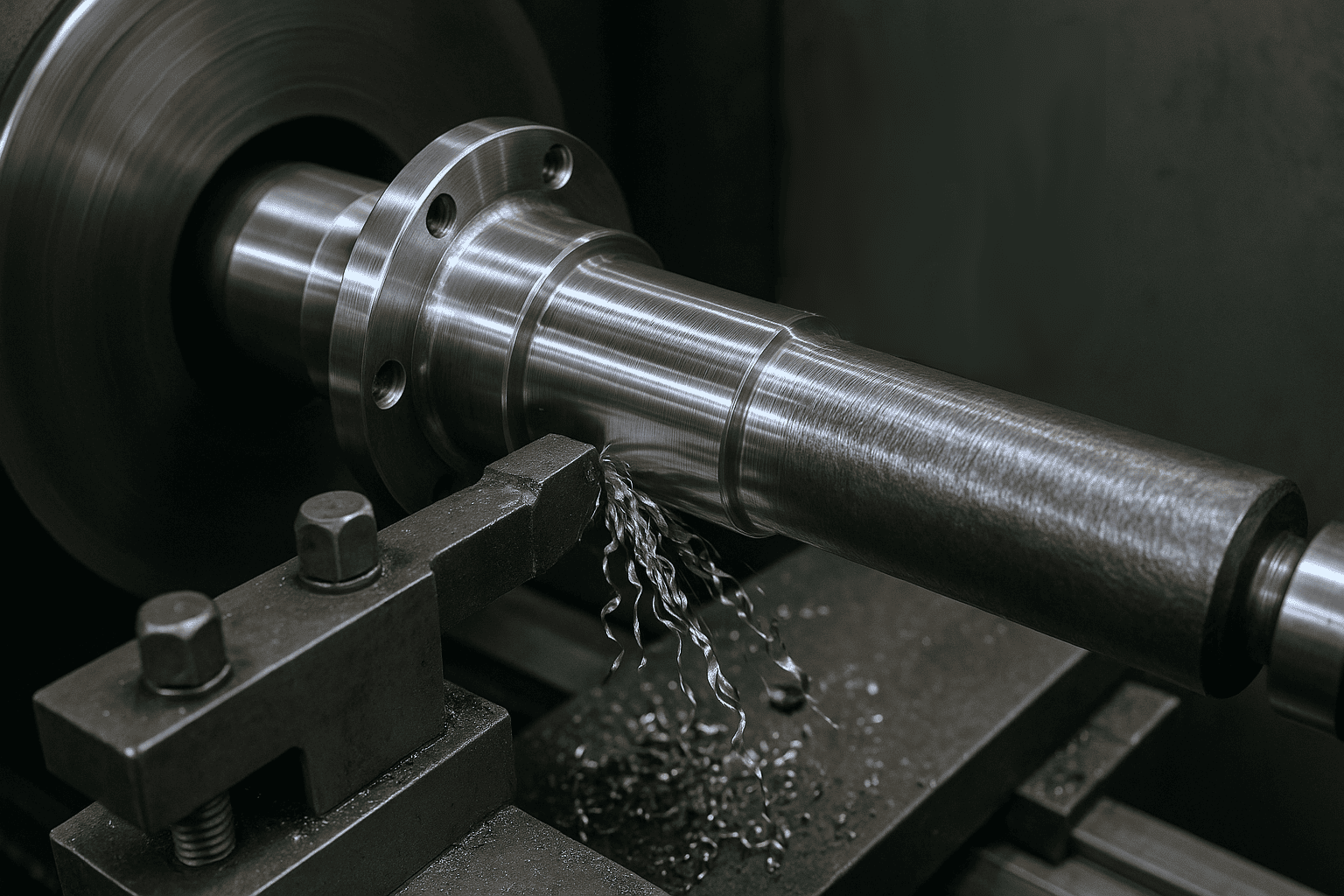
| МЕХАНИЧЕСКАЯ ОБРАБОТКА | Маршрутная карта мехобработки | Процесс мехобработки |
 |
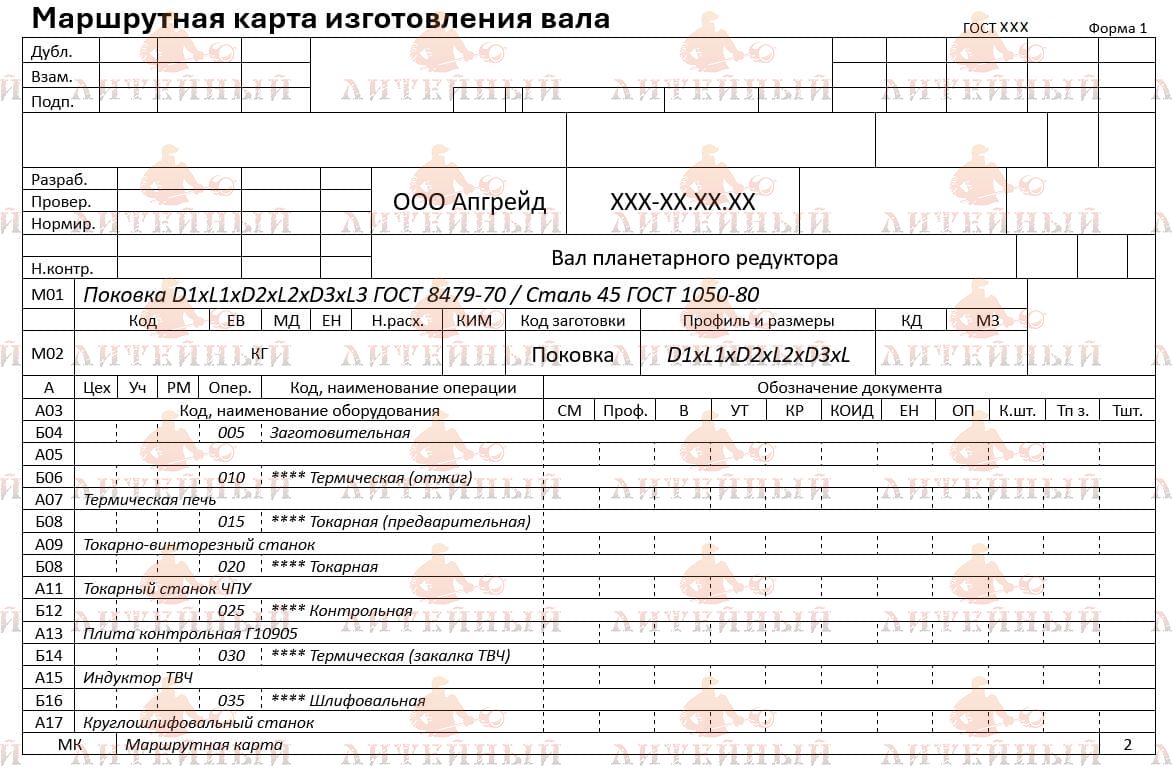 |
Процесс металлообработки происходит в несколько этапов:
|
| ГОТОВАЯ ДЕТАЛЬ | Чертеж детали | Финишные операции |
 |
 |
|
Наши производственные мощности:
- Кузнечный
- Литейный цех
- Термический цех
- Конструкторское бюро
- Цех механической обработки
- Лаборатория разрушающего и неразрушающего контроля
Изготовление других видов валов:
Предлагаем услуги по изготовлению других видов валов:
Купить вал планетарного редуктора
Заказать изготовление валов планетарного редуктора по выгодной цене можно в компании Апгрейд, отправив заявку по e-mail info@9hs.ru, через форму обратной связи на сайте или связавшись с нашим менеджером по телефону 7 (495) 984-97-09.
Процесс работы с клиентом





Фотогалерея "Изготовленные детали по чертежам"
Фотогалерея "Мехобработка деталей"
Преимущества работы с нами
При заказе товара клиенту предоставляется
Справочная информация
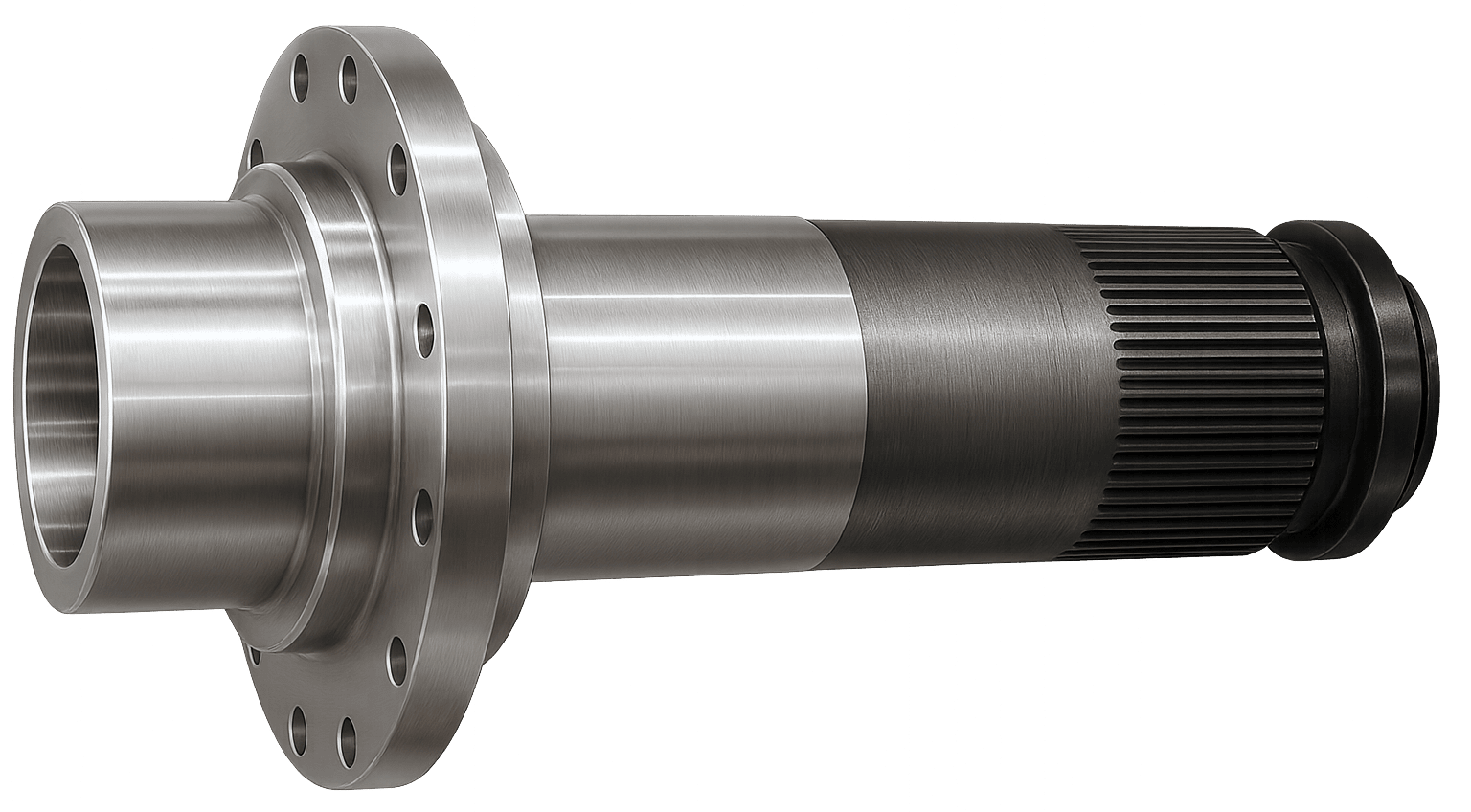
Вал планетарного редуктора — это элемент редуктора, на котором устанавливаются и вращаются планетарные шестерни (сателлиты) либо несущий каркас (водило). Он воспринимает как крутящий момент, так и значительные радиальные и осевые нагрузки, обеспечивая правильное зацепление всех звеньев планетарного механизма.
|
|
1 - правая щека, 2 - центральная пластина, 3 - левая щека, 4 - основная ось, 5 - промежуточная ось 5, 6 - бобышки, 7 - приводной вал, 8 – сателлиты, 9 - основная ось и сателлиты промежуточной оси, 10 - упорные подшипники по два на каждый сателлит, 11 - осевые подшипники по одному на каждый сателлит, 12 - маслоуловитель. |
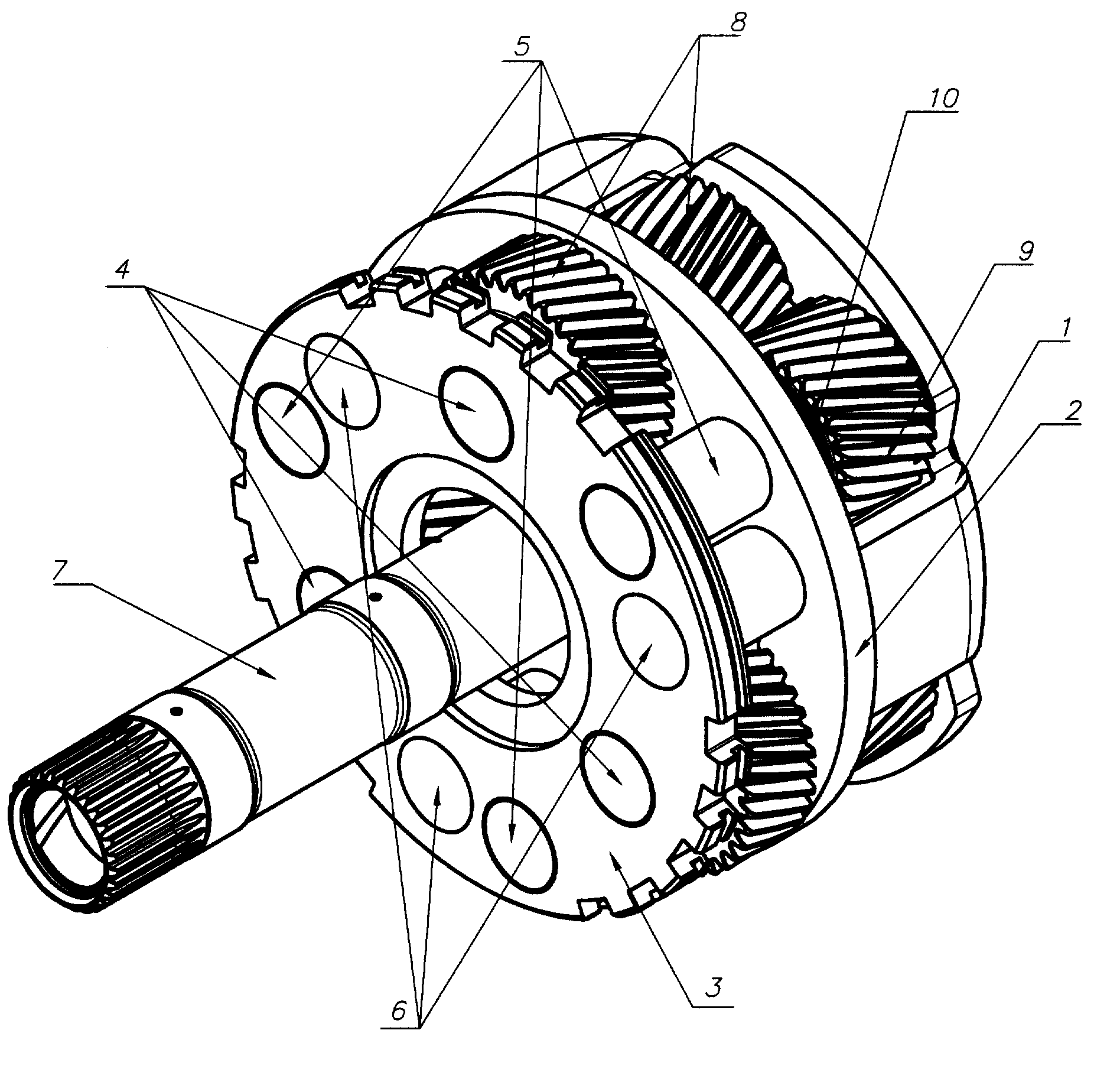
Рис.1 Вал планетарной передачи
Виды
- Вал-водило – совмещает функции вала и несущей крестовины для сателлитов, передает момент от планетарного блока к выходному звену.
- Осевая ось сателлитов – отдельные штифты/пальцы, на которых вращаются планетарные шестерни внутри водила.
- Входной или выходной вал – центральный элемент, соединённый с солнечной шестернёй или коронным колесом, в зависимости от схемы редуктора.
Сырье для изготовления валов планетарного редуктора:
Для изготовления валов планетарного редуктора (солнечных, сателлитных, водила) используют разные типы заготовок в зависимости от размеров, требуемых механических свойств и объёма выпуска продукции:
|
Кованые заготовки (поковки)
|
Самый распространённый способ получения заготовок для ответственных и нагруженных валов. Ковка формирует плотную структуру металла, снижает риск скрытых дефектов, повышает ударную вязкость и долговечность. Применяется для крупных деталей и узлов, работающих при переменных нагрузках. В основном используют легированные конструкционные стали (20ХНМА, 18ХГТ, 40Х, 20Х2Н4А и др. по ГОСТ 4543).
|
|
Круглый прокат
|
Горячекатаный сортовой прокат берут для валов небольшого и среднего диаметра, особенно при массовом производстве. Такой вариант более экономичен, но уступает ковке по прочностным характеристикам и однородности структуры. Используются круги из углеродистых и легированных сталей. |
|
Заготовки после электрошлакового переплава (ЭШП)
|
Используются при изготовлении высоконагруженных валов, например, в энергетическом и авиационном машиностроении. Отличаются минимальным количеством неметаллических включений и повышенной усталостной прочностью. |
|
Отливки
|
Для валов планетарного редуктора почти не применяются, за исключением очень массивных или сложных по форме деталей. Требуют термообработки и часто последующего упрочнения. |
|
Металлургия порошков
|
Иногда применяется для мелких деталей в автомобильных редукторах при массовом выпуске. Позволяет получать заготовки близкие к готовой форме, в том числе с зубьями, но имеет ограничения по размерам и используется редко. |
На практике чаще всего применяют ковку для ответственных валов и сортовой прокат для менее нагруженных деталей. В особых случаях используют ЭШП-круги, а отливки и порошковые технологии встречаются ограниченно.
Основные характеристики при проектировании
- Диаметр и длина – определяют прочность на изгиб и кручение, а также жёсткость конструкции.
- Допуски соосности и биения – обеспечивают равномерное распределение нагрузки между сателлитами.
- Поверхностная твёрдость – зоны под подшипники и посадки сателлитов требуют разной термообработки.
- Шероховатость рабочих поверхностей – влияет на ресурс подшипников и уровень вибраций.
- Запас прочности по усталости – учитывается при многократных циклах реверса и ударных нагрузках.
Характеристики при выборе
- расчётный крутящий момент и диапазон скоростей;
- способ крепления (шлицы, шпонка, фланцевое соединение);
- допустимые радиальные и осевые силы;
- совместимость с типом подшипников и системой смазки;
- требования к точности по ГОСТ 2.308 и 2.309 или ISO 2768.
Материал изготовления
Применяют качественные конструкционные и легированные стали: 18ХНВА, 20ХН3А, 40ХНМА, 30ХГСА, 38ХН3МФА. Для рабочих шеек и посадочных мест используют закалку ТВЧ или цементацию до 55–60 HRC, а сердцевину оставляют более вязкой (30–35 HRC) для сопротивления ударным нагрузкам.
Преимущества
- Высокая несущая способность при компактных размерах.
- Возможность передавать большой момент с минимальным уровнем вибраций.
- Надёжность и длительный ресурс даже при непрерывной работе.
Недостатки
- Сложность производства: требуется высокая точность обработки и термообработки отдельных зон.
- Замена вала при износе или повреждении часто требует разборки всего редуктора.
- Чувствительность к нарушению смазочного режима.
Области применения
Валы планетарных передач используются там, где требуется передача больших моментов в ограниченном объёме и высокая надёжность.
- Автомобильная и спецтехника
- Автоматические коробки передач: водила и оси сателлитов обеспечивают многоступенчатое изменение передаточного числа без разрыва потока мощности.
- Раздаточные коробки внедорожников и грузовиков: компактность планетарного редуктора позволяет снизить массу и размеры узла.
- Колёсные редукторы экскаваторов и карьерных самосвалов: валы передают высокий крутящий момент на ведущие мосты при тяжелых условиях эксплуатации.
- Промышленное оборудование
- Планетарные мотор-редукторы для конвейеров: валы рассчитаны на длительную работу при переменных нагрузках и обеспечивают плавный ход ленты.
- Металлургические и горные приводы: приводы смесителей, дробилок, ленточных подающих устройств, где важна высокая передаточная способность в компактном корпусе.
- Энергетика
- Ветрогенераторы: планетарные редукторы в гондолах требуют лёгких, но прочных валов для передачи энергии от лопастей к электрогенератору.
- Газотурбинные установки: валы планетарных коробок обеспечивают согласование скоростей между турбиной и генератором.
- Авиакосмическая техника
- Турбовинтовые двигатели: планетарные редукторы снижают скорость вращения вала турбины до уровня, подходящего для винта, при этом вал должен выдерживать высокие температуры и циклические нагрузки.
Благодаря компактности и способности выдерживать большие крутящие моменты валы планетарных передач остаются ключевым элементом как в массовом транспорте, так и в высокотехнологичных промышленных и энергетических установках.