- Гладкий вал
- Ступенчатый вал
- Шлицевой вал
- Вал-шестерня
- Червячный вал
- Полый вал
- Эксцентриковый вал
- Кулачковый вал
- Коленчатый вал
- Торсионный вал
- Вал планетарной передачи
- Ходовой винт
- Цилиндрические прямозубые шестерни
- Цилиндрические косозубые шестерни
- Шевронные шестерни
- Конические прямозубые шестерни
- Конические тангенциальные шестерни
- Конические спиральные шестерни
- Конические гипоидные шестерни
- Секторные шестерни
- Шестерни с внутренним зацеплением
- Клиновидные шкивы
- Зубчатые шкивы
- Плоскоременные шкивы
- Круглокоременные шкивы
- Многоручьевые шкивы
- Тормозные шкивы
- Цилиндрическая втулка
- Коническая втулка
- Резьбовая втулка
- Подшипниковая втулка
- Ступенчатая втулка
- Перфорированная втулка
- Переходная втулка
- Втулка скольжения
- Втулка разъемная
- Однорядные звездочки
- Двухрядные звездочки
- Трехрядные звездочки
- Многорядные звездочки
- Звездочки со ступицей
- Звездочки под втулку тапербуш
- Зубчатое колесо цилиндрическое прямозубое
- Зубчатое колесо цилиндрическое косозубое
- Зубчатое колесо цилиндрическое шевронное
- Зубчатое колесо коническое прямозубое
- Зубчатое колесо коническое с тангенциальными зубьями
- Зубчатое колесо коническое спиральное
- Зубчатое колесо коническое гипоидное
- Зубчатое колесо червячное
- Зубчатое колесо реечное
- Зубчатое колесо внутреннего зацепления
- Зубчатые венцы с наружным зацеплением зубьев
- Зубчатые венцы с внутренним зацеплением зубьев
- Кольца большого диаметра
- Днища эллиптические ГОСТ 17379-2001
- Днища эллиптические ГОСТ 6533-78
- Днища штампованные ТУ 102-488-95
- Заглушки фланцевые плоские по ГОСТ 12836-67
- Заглушки поворотные по стандарту ASME b16.5
- Заглушки фланцевые с соединительным выступом ОСТ 34-10-428-90
- Заглушки фланцевые АТК 24.200.02-90
- Заглушки эллиптические ГОСТ 17379-2001
- Заглушки плоские приварные ОСТ 34.10.758-97
- Отводы бесшовные (горячедеформированные)
- Отводы сварные (секторные)
- Отводы гнутые (холодногнутые)
- Отводы штампосварные
- Концентрические переходы
- Эксцентрические переходы
- Бесшовные переходы
- Штампосварные переходы
- Сварные лепестковые переходы
Изготовление втулок скольжения любой сложности на заказ по чертежам Клиента
ООО Апгрейд оказывает услуги по изготовлению втулок скольжения любой сложности на заказ по чертежам с учетом всех требований Клиента:
- Изготовление втулок скольжения с нуля (включая разработку чертежей и проектирование 3D-модели детали).
- Изготовление втулок скольжения по образцу при отсутствии чертежей (востребовано при импортозамещении и изготовлении деталей для спецтехники).
Предлагаем услуги по штучному и серийному производству, обеспечивая достижение высокого качества, требуемых физико-механических характеристик, соответствие готовой продукции НТД и соблюдение сроков выполнения заказов.
Сырье для изготовления втулок скольжения
Изготавливаем втулки скольжения из конструкционных, инструментальных, нержавеющих, жаропрочных, жаростойких и др. специальных сталей и сплавов.
В качестве заготовок для будущих деталей берем поковки, штамповки, отливки собственного производства или металлопрокат из складского наличия. Каждая заготовка проходит тщательный контроль качества, с целью обеспечения долговечности и точности конечного изделия.
Процесс изготовления втулок скольжения на нашем производстве: Отправить запрос
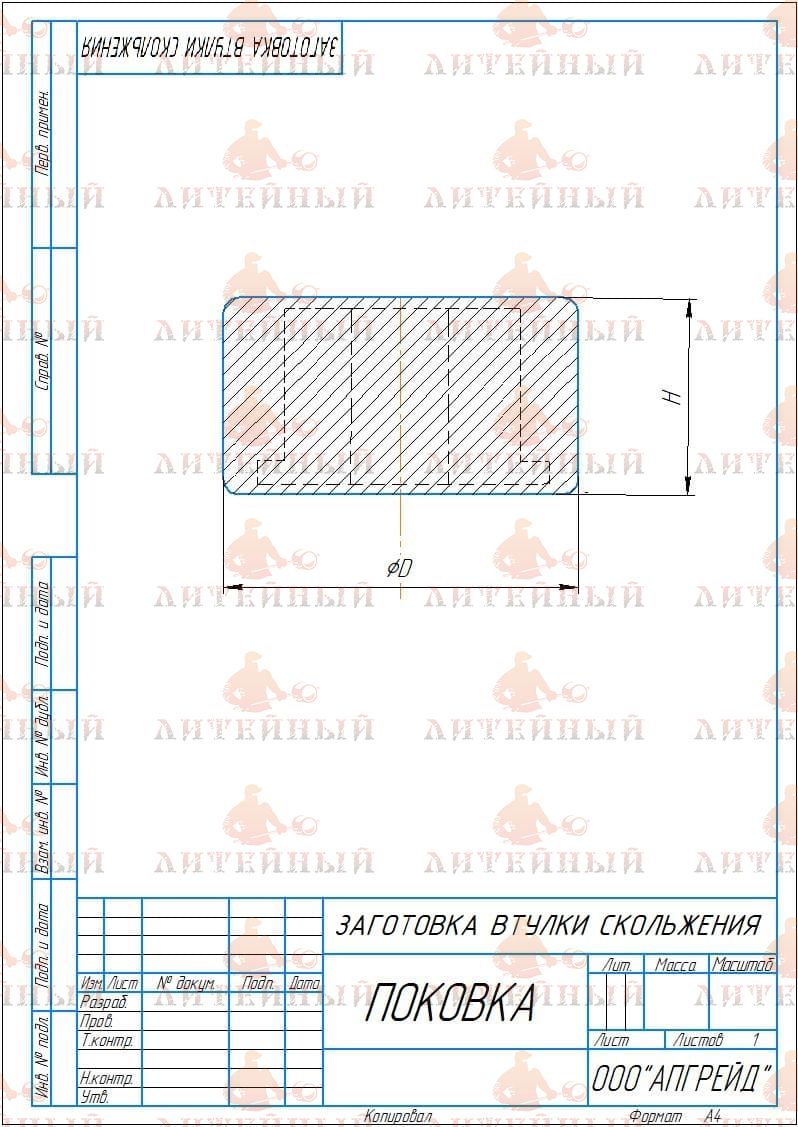
| ЗАГОТОВКА | ЧЕРТЕЖ ПОКОВКИ | заготовительные операции |
 |
 |
|
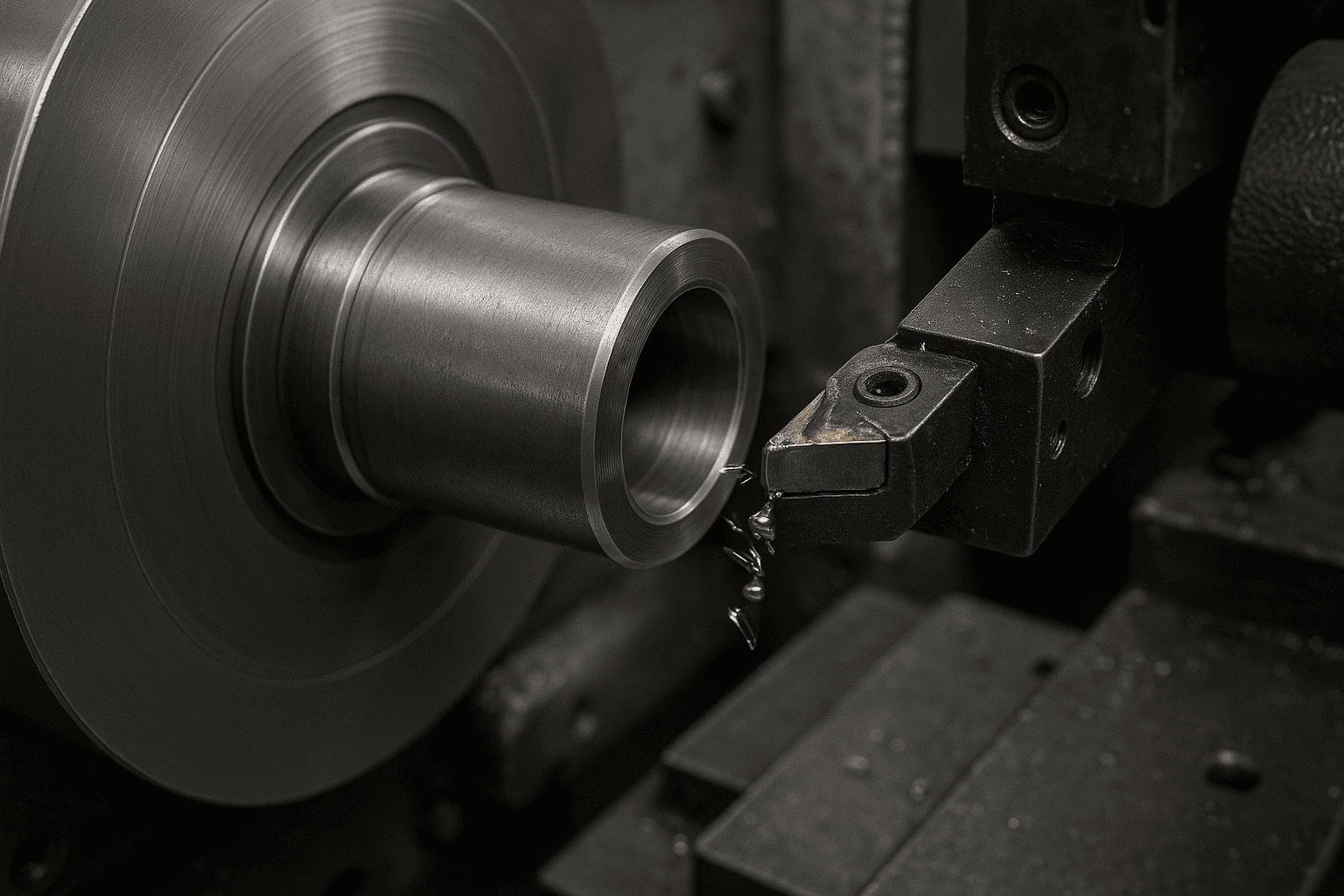
| МЕХАНИЧЕСКАЯ ОБРАБОТКА | Маршрутная карта мехобработки | Процесс мехобработки |
 |
 |
|
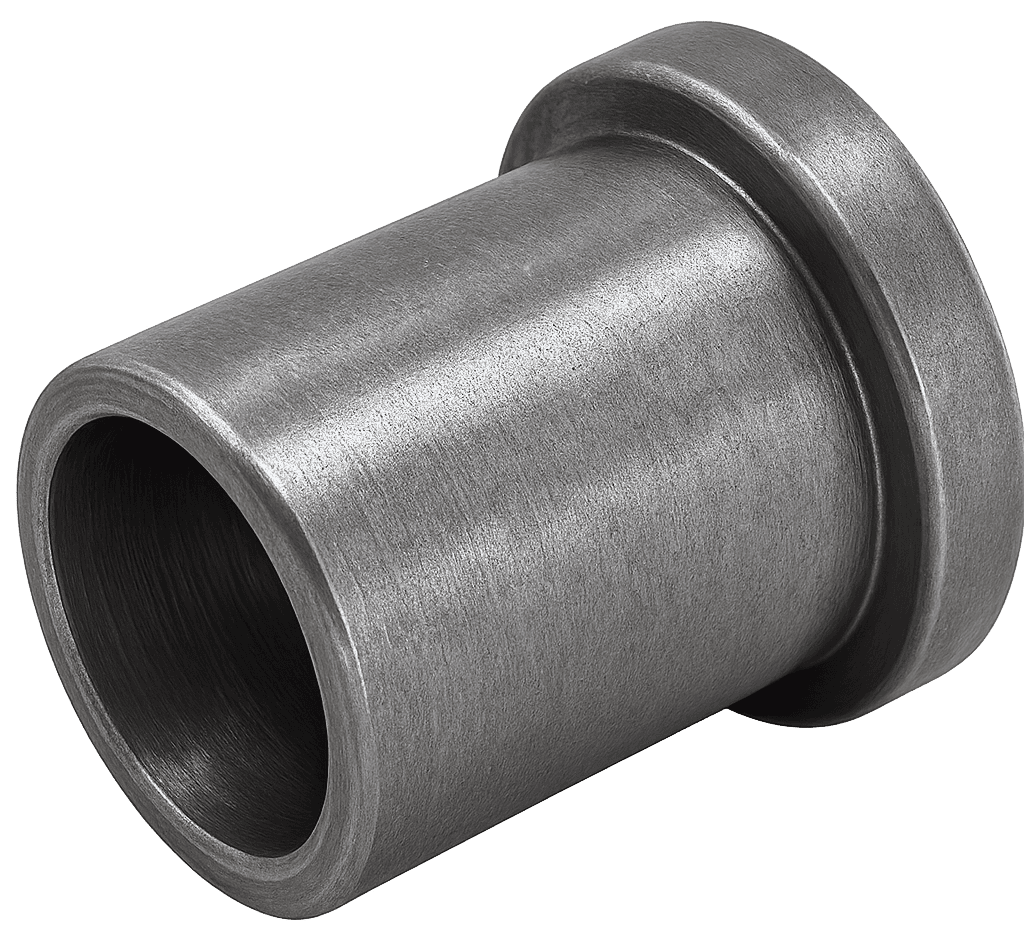
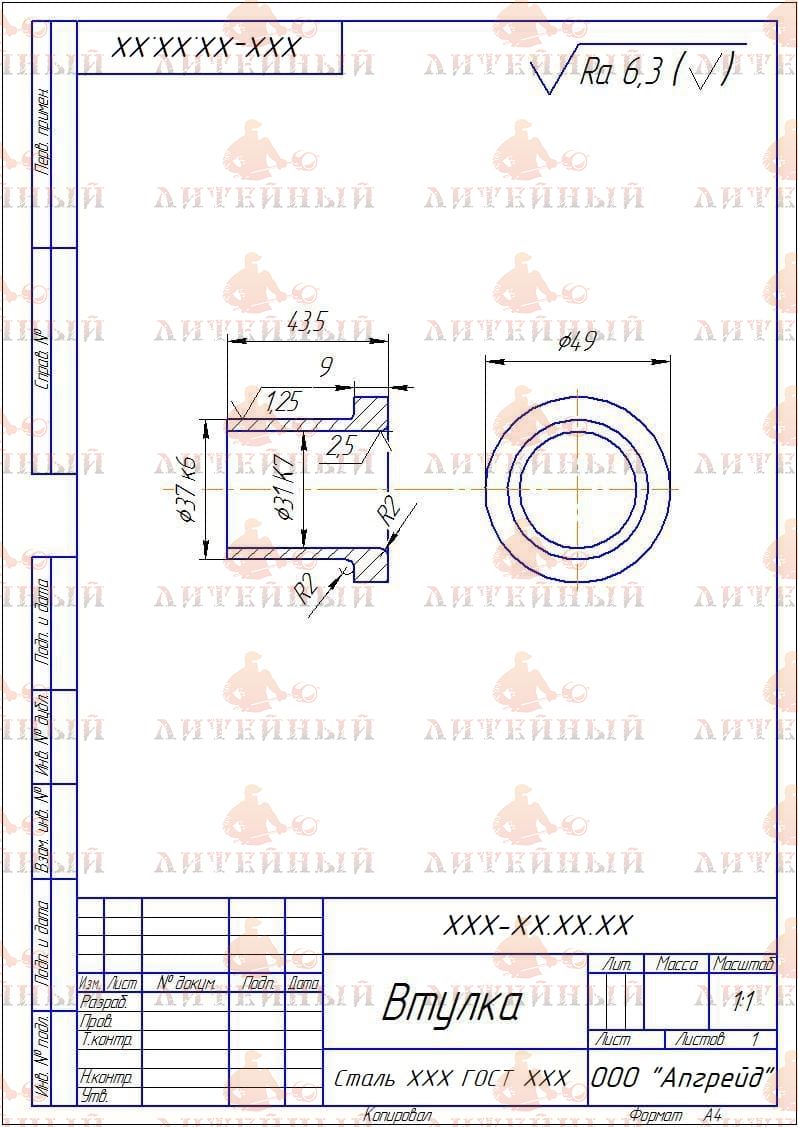
| ГОТОВАЯ ДЕТАЛЬ | Чертеж детали | Финишные операции |
 |
 |
|
Наши производственные мощности:
- Кузнечный
- Литейный цех
- Термический цех
- Конструкторское бюро
- Цех механической обработки
- Лаборатория разрушающего и неразрушающего контроля
Изготовление других видов втулок:
Предлагаем услуги по изготовлению других видов втулок:
Купить втулку скольжения
Заказать изготовление втулок скольжения по выгодной цене можно в компании Апгрейд, отправив заявку по e-mail info@9hs.ru, через форму обратной связи на сайте или связавшись с нашим менеджером по телефону 7 (495) 984-97-09.
Процесс работы с клиентом





Фотогалерея "Изготовленные детали по чертежам"
Фотогалерея "Мехобработка деталей"
Преимущества работы с нами
При заказе товара клиенту предоставляется
Справочная информация
Втулка скольжения — это цилиндрическая деталь подшипникового узла, работающая в паре с валом по принципу скольжения (без тел качения). Обеспечивает направляющую опору, восприятие радиальных/осевых нагрузок и управление зазором для формирования устойчивой масляной (или граничной) плёнки.
Выбор заготовок для изготовления стальных втулок скольжения
|
Типоразмер втулки |
Рекомендуемая заготовка |
Обоснование выбора |
|
Малые втулки (диаметр до 50 мм, длина до 60 мм) |
Стальной круг горячекатаный (ГК) |
Доступен, недорогой материал. При небольших размерах обработка отверстия и наружной поверхности занимает минимум времени. |
|
Средние втулки (диаметр 50–150 мм, длина до 200 мм) |
Бесшовная труба или поковка |
Труба позволяет сразу получить внутренний диаметр, что уменьшает количество снятого металла. При повышенной нагрузке лучше использовать поковку для увеличения прочности. |
|
Крупные втулки (диаметр более 150 мм, длина до 400 мм) |
Поковка или штамповка |
Заготовка обладает равномерной структурой металла и высокой плотностью. Это снижает риск растрескивания в эксплуатации. |
|
Высоконагруженные втулки (работа в редукторах, гидросистемах) |
Стальная поковка с последующей термообработкой |
Требуется высокая износостойкость и ударная вязкость. После ковки проводится закалка, отпуск или цементация. |
|
Втулки специального назначения (работа в парах трения при малой скорости, без смазки) |
Биметаллическая заготовка (стальная основа + антифрикционный слой из бронзы или баббита) |
Стальная часть обеспечивает прочность, а антифрикционный слой уменьшает износ и работает при недостатке смазки. |
Основные характеристики при проектировании
|
Нагрузка и режим |
Расчёт по удельному давлению p, скорости v и интегральному показателю p·v с учётом цикличности, ударности и перекосов. |
|
Смазка |
Выбор режима (гидродинамический, граничный, сухой старт), подвод и удержание смазки (канавки, карманы, отверстия). |
|
Материал пары трения |
Совместимость со сталью вала, твёрдость и разность твёрдостей, склонность к задирам/схватыванию. |
|
Теплоотвод |
Геометрия, каналы, корпус как радиатор; допускаемое повышение температуры. |
|
Геометрия |
Длина, диаметр, фаски, технологические проточки, компенсация перекосов (сферические/разрезные втулки). |
|
Посадки и зазор |
Обеспечивают формирование масляной плёнки и компенсацию теплового расширения (для высоких температур — увеличенный начальный зазор). |
|
Шероховатость |
Поверхность вала обычно тоньше по шероховатости, чем отверстие втулки; критична для износа и выхода на режим. |
Материал изготовления
Хотя антифрикционные втулки часто делают из бронз, баббитов и композитов, в машиностроении широко применяются стальные втулки и биметаллы «сталь-бронза/полимер». Для стальных втулок используют:
- Углеродистые конструкционные (например, 20, 35, 45) — как базовый корпус под последующую обработку/покрытия.
- Легированные (например, 40Х, 20Х, 18ХГТ и аналоги) — для повышения износостойкости и усталочной прочности; применяют цементацию/закалку ТВЧ, отпуск.
- Нержавеющие (например, 12Х18Н10Т и аналоги) — для коррозионных сред, пищевой и химической отрасли.
- Нитро- и износостойкие решения: азотирование (диффузионный слой с высокой твёрдостью и малой склонностью к задирам), хромирование, тугоплёвкие покрытия (CrN, TiN) по задаче.
- Биметаллы: стальная основа + тонкий антифрикционный слой (бронза/оловянистая бронза, сталь + пористая бронза + PTFE-плёнка) — компромисс между прочностью корпуса и низким коэффициентом трения.
Выбор конкретной марки, режимов термообработки и покрытия привязывают к требуемой твёрдости, коррозионной стойкости, среде, температуре и паре трения с валом.
Характеристики при выборе
- Нагрузка, скорость, температура: проверка по допустимым удельному давлению p, скорости v, интегральному показателю p·v и тепловому балансу.
- Среда: вода, пыль, абразив, химия, пищевые продукты — определяют материал и смазку.
- Смазочные условия: наличие централизованной смазки, интервалы обслуживания, совместимость масла/смазки с материалами.
- Вал: твёрдость и чистота поверхности, напыления/гильзы (например, закалённые шейки, хром).
- Монтаж и ремонтопригодность: разрезные/цельные втулки, наличие посадочных буртов, фиксация от проворота.
- Ресурс и риски: чувствительность к загрязнениям, вероятность сухих запусков, доступность замены.
- Экономика: стоимость материала/обработки, наличие типоразмеров, срок поставки.
Преимущества
- Простая конструкция, компактность, низкая стоимость.
- Хорошая демпфирующая способность и низкий шум.
- Устойчивость к ударным и вибрационным нагрузкам (в сравнении с телами качения при тех же габаритах).
- Возможность работы в агрессивных средах и при высоких температурах (с правильным материалом).
- Ремонтопригодность: втулка как «жертвенный» элемент — меняется быстрее и дешевле, чем вал/корпус.
Недостатки
- Зависимость ресурса от смазки и чистоты среды; риск задира при сухом трении.
- Выделение тепла и необходимость теплоотвода при высоких удельном давлении p, скорости v и интегральном показателе p·v.
- Как правило, меньший КПД на переходных режимах, чем у подшипников качения.
- Требовательность к точности посадок, соосности и шероховатости пары.
Применение по отраслям (примеры)
|
Общее машиностроение |
Направляющие и опоры валов редукторов, рычажные механизмы, шарнирные соединения, пресс-узлы. |
|
Металлургия и горная техника |
Опоры роликов рольгангов, механизмы подъёма/поворота, узлы с ударными нагрузками и высокой температурой. |
|
Транспорт и спецтехника |
Втулки в подвесках, шарнирах, механизмах рулевого управления, телескопических подъёмниках. |
|
Нефтегаз и изготовление насосов |
Опоры валов насосов (включая коррозионные среды), направляющие штоков, узлы с постоянной смазкой. |
|
Энергетика |
Приводы задвижек, механизмов дросселирования, сервоприводы в турбинном оборудовании. |
|
Пищевая и химическая промышленность |
Нержавеющие и полимер-стальные втулки в смесителях, транспортёрах, дозаторах при требованиях к коррозионной стойкости и санитарии. |
|
Сельхозмашины |
Шарнирные соединения, рычаги, тяги — часто со смазочными канавками и пресс-маслёнками. |
|
Лёгкая промышленность и упаковка |
Высокоскоростные, но с малыми нагрузками узлы — применяют биметаллические или тефлонсодержащие втулки. |