- Гладкий вал
- Ступенчатый вал
- Шлицевой вал
- Вал-шестерня
- Червячный вал
- Полый вал
- Эксцентриковый вал
- Кулачковый вал
- Коленчатый вал
- Торсионный вал
- Вал планетарной передачи
- Ходовой винт
- Цилиндрические прямозубые шестерни
- Цилиндрические косозубые шестерни
- Шевронные шестерни
- Конические прямозубые шестерни
- Конические тангенциальные шестерни
- Конические спиральные шестерни
- Конические гипоидные шестерни
- Секторные шестерни
- Шестерни с внутренним зацеплением
- Клиновидные шкивы
- Зубчатые шкивы
- Плоскоременные шкивы
- Круглокоременные шкивы
- Многоручьевые шкивы
- Тормозные шкивы
- Цилиндрическая втулка
- Коническая втулка
- Резьбовая втулка
- Подшипниковая втулка
- Ступенчатая втулка
- Перфорированная втулка
- Переходная втулка
- Втулка скольжения
- Втулка разъемная
- Однорядные звездочки
- Двухрядные звездочки
- Трехрядные звездочки
- Многорядные звездочки
- Звездочки со ступицей
- Звездочки под втулку тапербуш
- Зубчатое колесо цилиндрическое прямозубое
- Зубчатое колесо цилиндрическое косозубое
- Зубчатое колесо цилиндрическое шевронное
- Зубчатое колесо коническое прямозубое
- Зубчатое колесо коническое с тангенциальными зубьями
- Зубчатое колесо коническое спиральное
- Зубчатое колесо коническое гипоидное
- Зубчатое колесо червячное
- Зубчатое колесо реечное
- Зубчатое колесо внутреннего зацепления
- Зубчатые венцы с наружным зацеплением зубьев
- Зубчатые венцы с внутренним зацеплением зубьев
- Кольца большого диаметра
- Днища эллиптические ГОСТ 17379-2001
- Днища эллиптические ГОСТ 6533-78
- Днища штампованные ТУ 102-488-95
- Заглушки фланцевые плоские по ГОСТ 12836-67
- Заглушки поворотные по стандарту ASME b16.5
- Заглушки фланцевые с соединительным выступом ОСТ 34-10-428-90
- Заглушки фланцевые АТК 24.200.02-90
- Заглушки эллиптические ГОСТ 17379-2001
- Заглушки плоские приварные ОСТ 34.10.758-97
- Отводы бесшовные (горячедеформированные)
- Отводы сварные (секторные)
- Отводы гнутые (холодногнутые)
- Отводы штампосварные
- Концентрические переходы
- Эксцентрические переходы
- Бесшовные переходы
- Штампосварные переходы
- Сварные лепестковые переходы
Изготовление конических тангенциальных шестерней любой сложности на заказ по чертежам Клиента
ООО Апгрейд оказывает услуги по изготовлению конических тангенциальных шестерней любой сложности на заказ по чертежам с учетом всех требований Клиента:
- Изготовление конических тангенциальных шестерней с нуля (включая разработку чертежей и проектирование 3D-модели детали).
- Изготовление конических тангенциальных шестерней по образцу при отсутствии чертежей (востребовано при импортозамещении и изготовлении деталей для спецтехники).
Предлагаем услуги по штучному и серийному производству, обеспечивая достижение высокого качества, требуемых физико-механических характеристик, соответствие готовой продукции НТД и соблюдение сроков выполнения заказов.
Сырье для изготовления конических тангенциальных шестерней
Изготавливаем конические тангенциальные шестерни из конструкционных, инструментальных, нержавеющих, жаропрочных, жаростойких и др. специальных сталей и сплавов.
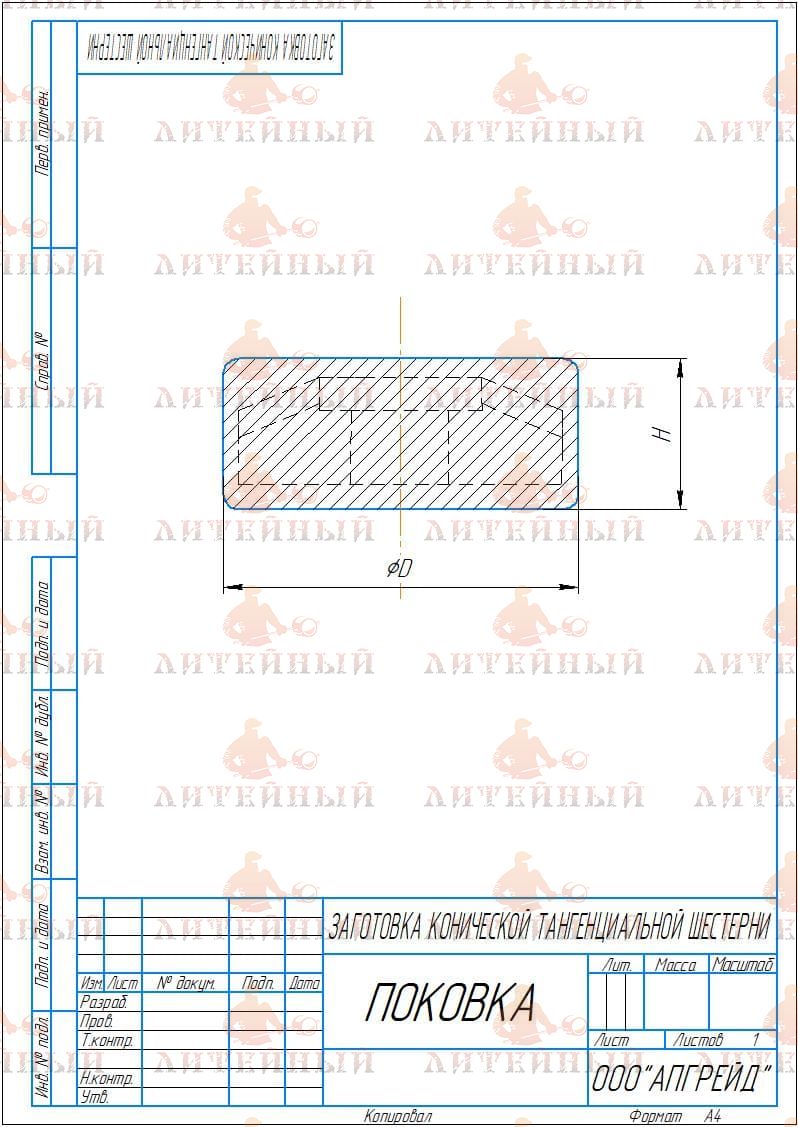
В качестве заготовок для будущих деталей берем поковки, штамповки собственного производства или металлопрокат из складского наличия. Каждая заготовка проходит контроль качества, с целью достижения требуемых характеристик, обеспечения долговечности и точности конечного изделия.
Процесс изготовления конических тангенциальных шестерней на нашем производстве включает следующие этапы: Отправить запрос
| ЗАГОТОВКА | ЧЕРТЕЖ ПОКОВКИ | заготовительные операции |
 |
 |
|
| МЕХАНИЧЕСКАЯ ОБРАБОТКА | Маршрутная карта мехобработки | Процесс мехобработки |
 |
 |
Процесс металлообработки происходит в несколько этапов:
|
| ГОТОВАЯ ДЕТАЛЬ | Чертеж детали | Финишные операции |
 |
 |
|
Наши производственные мощности:
- Кузнечный
- Литейный цех
- Термический цех
- Конструкторское бюро
- Цех механической обработки
- Лаборатория разрушающего и неразрушающего контроля
Изготовление других видов шестерен:
Предлагаем услуги по изготовлению других видов шестеренок:
Купить конические тангенциальные шестерни
Заказать изготовление конических тангенциальных шестерней по выгодной цене можно в компании Апгрейд, отправив заявку по e-mail info@9hs.ru, через форму обратной связи на сайте или связавшись с нашим менеджером по телефону 7 (495) 984-97-09.
Процесс работы с клиентом





Фотогалерея "Изготовленные детали по чертежам"
Фотогалерея "Мехобработка деталей"
Преимущества работы с нами
При заказе товара клиенту предоставляется
Справочная информация
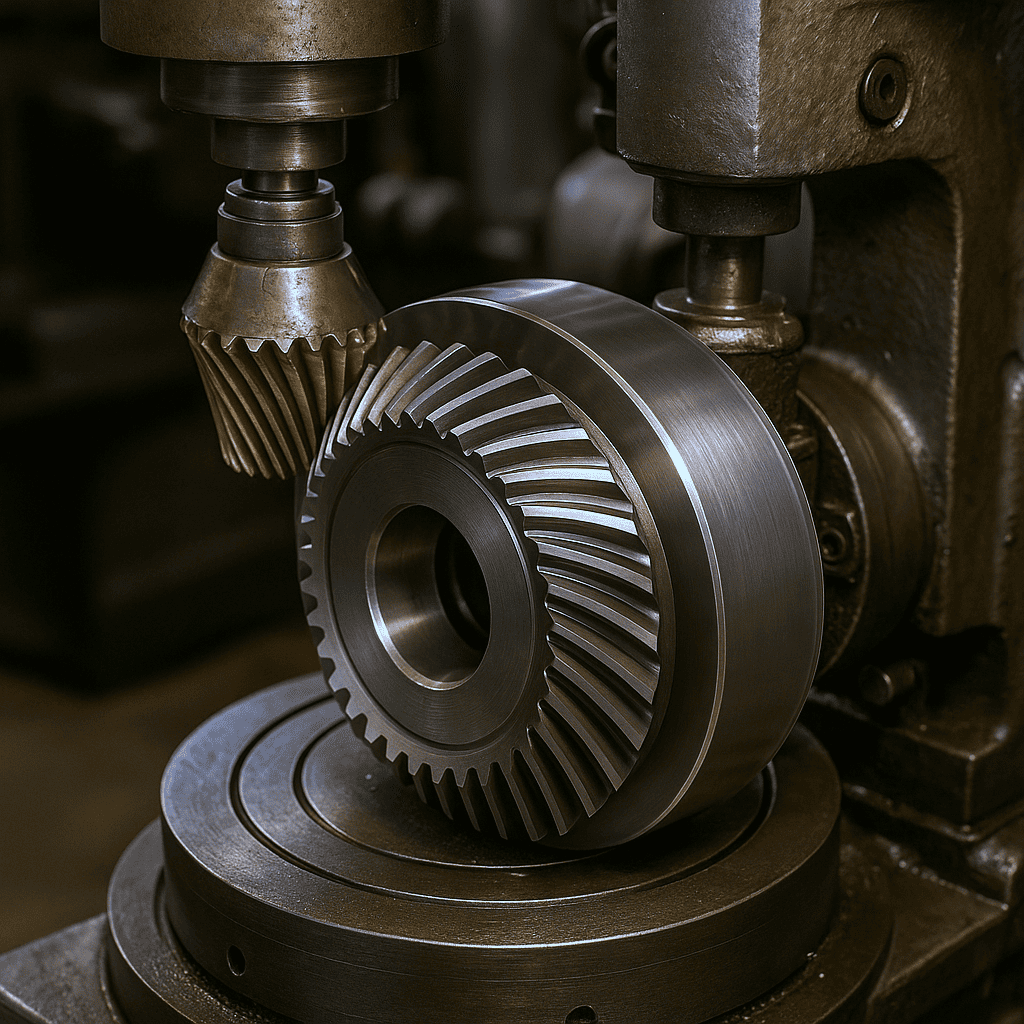
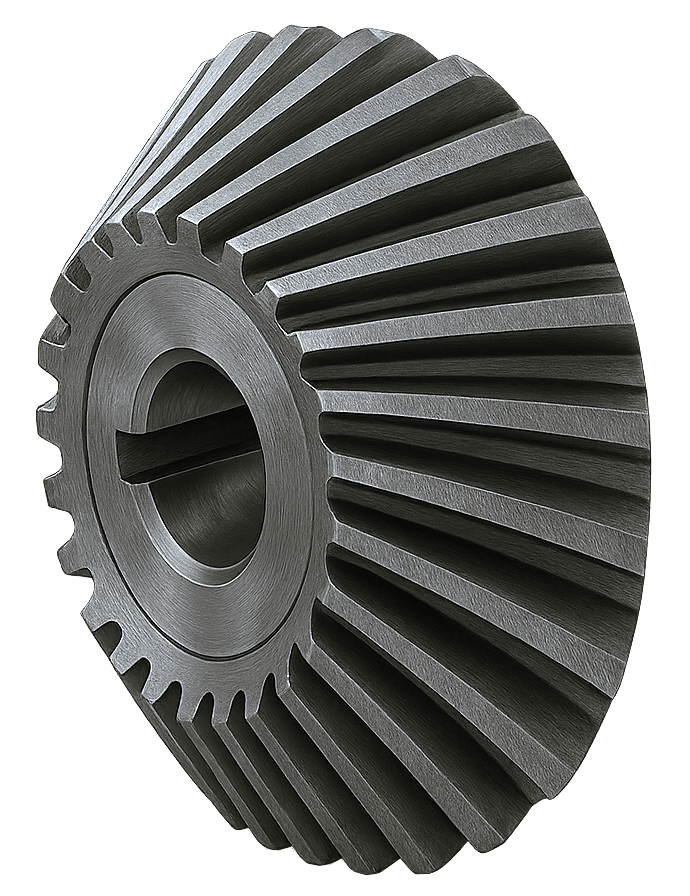
Коническая тангенциальная шестерня — это разновидность конического зубчатого колеса, у которой зубья расположены не по прямой или спирали, а под углом, касательным (тангенциальным) к окружности делительного конуса. Такая геометрия создаёт плавный вход зубьев в зацепление, снижает ударные нагрузки и обеспечивает передачу больших моментов при сравнительно компактных габаритах.
Главное отличие от прямозубой конической передачи — более «скользящее» зацепление, а от спирально-конической — меньшая сложность нарезки и точной юстировки.
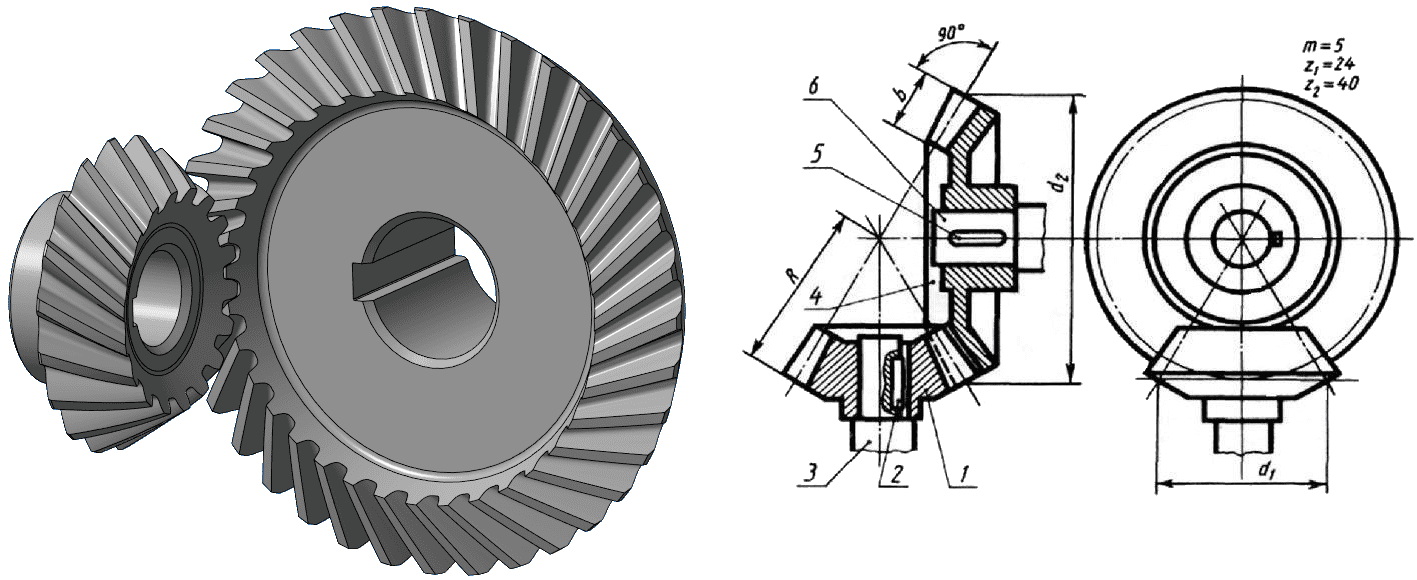
Рис.1. Коническая передача (тангенциальная шестерня) 1 – шестерня, 2 и 5 – шпонки, 3 и 6 – валы, 4 - колесо
Виды
- Цельные (монолитные) – зубчатый венец и ступица выполняются заодно; применяются в тяжёлых редукторах, где критична жёсткость.
- Составные – венец изготавливают отдельно и напрессовывают на ступицу; удобно для крупных диаметров и упрощённого ремонта.
- Разъёмные с болтовым соединением – для крупного оборудования, где монтаж невозможен без разделения на сегменты.
- Специализированные малошумные – с оптимизированным профилем зуба и уменьшенным углом наклона для высокоскоростных приводов.
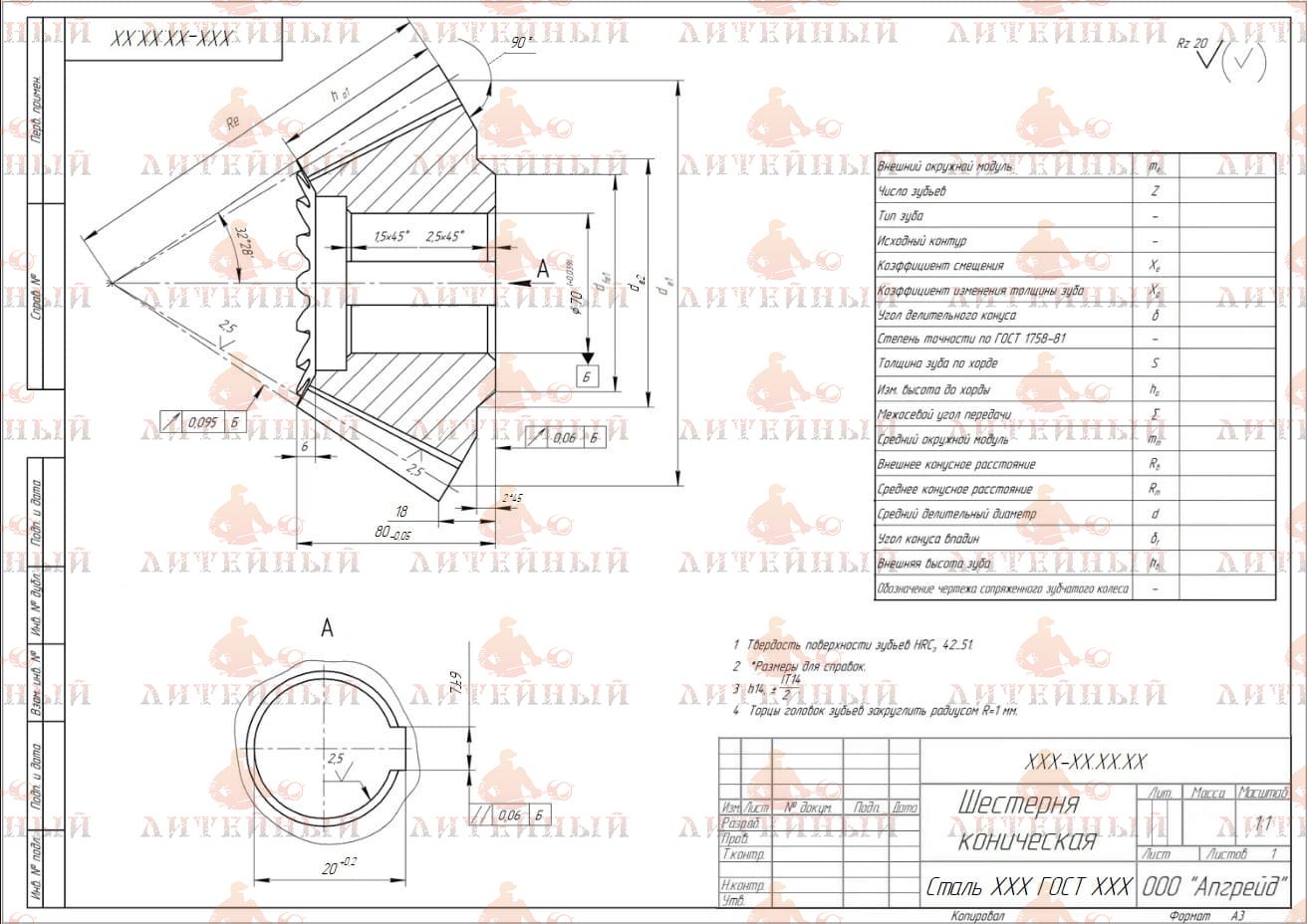
Основные характеристики при проектировании
Проектирование конической тангенциальной передачи требует комплексного расчёта геометрии, прочности и кинематики.
|
1. Исходные данные |
|
|
Передаваемая мощность и крутящий момент |
Определяют масштаб всей передачи. Эти данные напрямую влияют на выбор модуля, ширины венца и марки стали. |
|
Скорость вращения |
Ключевой фактор для оценки динамических нагрузок, выбора класса точности, смазки и необходимости балансировки. |
|
Угол пересечения валов |
Угол пересечения валов – чаще всего 90°, но допускаются углы 60–120°. Именно этот угол определяет форму делительного конуса. |
|
Характер нагрузки |
Характер нагрузки – постоянная, переменная, ударная, реверсивная. Для каждого режима вводят коэффициенты запаса прочности. |
|
2. Геометрия зубчатого зацепления |
|
|
Модуль зацепления m |
Модуль зацепления m – основной масштаб зубьев. Используется нормальный модуль, как для косозубых и спиральных передач. |
|
Число зубьев z |
Число зубьев z – влияет на передаточное отношение и диаметр делительного конуса. Минимальное число выбирают так, чтобы исключить подрезание профиля (обычно не менее 16–18 для стандартного угла зацепления 20°). |
|
Угол наклона зубьев к образующей конуса |
Угол наклона зубьев к образующей конуса – определяющий параметр «тангенциальности». Обычно 25–40°. От него зависят плавность работы и величина осевых сил. |
|
Ширина зубчатого венца b |
Ширина зубчатого венца b – подбирается в пределах 8…12 m, но не более 1/3 длины образующей делительного конуса, чтобы не искажать профиль при нарезке. |
|
Коэффициент перекрытия |
Коэффициент перекрытия – целевое значение не ниже 1,3 для снижения вибраций и шумов. |
|
Коэффициент смещения профиля |
Коэффициент смещения профиля – позволяет оптимизировать контакт и увеличить ресурс, особенно при ограниченных габаритах. |
|
3. Прочностные расчёты |
|
|
Контактная прочность |
Рассчитывают по методу Герца, учитывая наклонное зацепление и коэффициенты распределения нагрузки по ширине венца. |
|
Изгибная прочность зуба |
Анализ напряжений в опасном сечении у узкой стороны зуба, где максимальны растягивающие усилия. |
|
Динамические нагрузки |
Динамические нагрузки – вводят поправки на вибрацию, перекос валов и тепловое расширение, поскольку наклонные зубья чувствительны к несоосности. |
|
4. Точность и сборка |
|
|
Класс точности |
Класс точности – выбирают по ГОСТ или ISO. Для тихоходных передач обычно 8–9-й, для высокоскоростных – 6–7-й и выше. |
|
Соосность валов |
Соосность валов критически важна: даже небольшой перекос уменьшает площадь контакта и ускоряет износ. |
|
Боковой зазор |
Боковой зазор назначают для компенсации тепловых деформаций и производственных погрешностей. |
|
Шероховатость зубьев |
Для скоростных редукторов обычно Ra ≤ 1,6 мкм. |
|
5. Смазка и тепловой режим |
|
|
Смазка |
|
|
Тепловой режим |
Рассчитывают тепловыделение, чтобы избежать перегрева и потери твёрдости закалённого слоя. |
|
6. Материал и термообработка |
|
|
Выбор стали |
|
|
Термообработка |
Цементация или закалка ТВЧ для получения твёрдости 58–62 HRC при вязком сердечнике. |
|
7. Технологичность |
|
|
Тип заготовки |
Тип заготовки – чаще поковка, обеспечивающая волокнистую структуру и минимальные остаточные напряжения. |
|
Маршрут обработки |
Черновая мехобработка, нарезание зубьев специализированными резцами или методом обкатки, термообработка, финишное шлифование. |
|
Контроль качества |
Проверка профиля, угла наклона, биений, окрашивание пятна контакта для подтверждения равномерности зацепления. |
|
8. Конструкция узла |
|
|
Посадка на вал |
Шпонка, шлицы или горячая посадка с натягом; рассчитывают на смятие и срез. |
|
Балансировка |
Балансировка обязательна для крупногабаритных колёс и высоких скоростей. |
|
Уплотнения |
Защита смазки от загрязнения и сохранение давления в картере. |
Такое детальное проектирование позволяет обеспечить высокую несущую способность, долговечность и низкий уровень шума конических тангенциальных шестерён даже при работе в тяжёлых промышленных условиях.
Конические тангенциальные шестерни занимают промежуточное место между прямозубыми и спирально-коническими: они позволяют добиться плавности и долговечности без чрезмерной технологической сложности. При грамотном расчёте и правильной термообработке такие передачи обеспечивают высокий ресурс даже в тяжёлых режимах непрерывной работы.