- Гладкий вал
- Ступенчатый вал
- Шлицевой вал
- Вал-шестерня
- Червячный вал
- Полый вал
- Эксцентриковый вал
- Кулачковый вал
- Коленчатый вал
- Торсионный вал
- Вал планетарной передачи
- Ходовой винт
- Цилиндрические прямозубые шестерни
- Цилиндрические косозубые шестерни
- Шевронные шестерни
- Конические прямозубые шестерни
- Конические тангенциальные шестерни
- Конические спиральные шестерни
- Конические гипоидные шестерни
- Секторные шестерни
- Шестерни с внутренним зацеплением
- Клиновидные шкивы
- Зубчатые шкивы
- Плоскоременные шкивы
- Круглокоременные шкивы
- Многоручьевые шкивы
- Тормозные шкивы
- Цилиндрическая втулка
- Коническая втулка
- Резьбовая втулка
- Подшипниковая втулка
- Ступенчатая втулка
- Перфорированная втулка
- Переходная втулка
- Втулка скольжения
- Втулка разъемная
- Однорядные звездочки
- Двухрядные звездочки
- Трехрядные звездочки
- Многорядные звездочки
- Звездочки со ступицей
- Звездочки под втулку тапербуш
- Зубчатое колесо цилиндрическое прямозубое
- Зубчатое колесо цилиндрическое косозубое
- Зубчатое колесо цилиндрическое шевронное
- Зубчатое колесо коническое прямозубое
- Зубчатое колесо коническое с тангенциальными зубьями
- Зубчатое колесо коническое спиральное
- Зубчатое колесо коническое гипоидное
- Зубчатое колесо червячное
- Зубчатое колесо реечное
- Зубчатое колесо внутреннего зацепления
- Зубчатые венцы с наружным зацеплением зубьев
- Зубчатые венцы с внутренним зацеплением зубьев
- Кольца большого диаметра
- Днища эллиптические ГОСТ 17379-2001
- Днища эллиптические ГОСТ 6533-78
- Днища штампованные ТУ 102-488-95
- Заглушки фланцевые плоские по ГОСТ 12836-67
- Заглушки поворотные по стандарту ASME b16.5
- Заглушки фланцевые с соединительным выступом ОСТ 34-10-428-90
- Заглушки фланцевые АТК 24.200.02-90
- Заглушки эллиптические ГОСТ 17379-2001
- Заглушки плоские приварные ОСТ 34.10.758-97
- Отводы бесшовные (горячедеформированные)
- Отводы сварные (секторные)
- Отводы гнутые (холодногнутые)
- Отводы штампосварные
- Концентрические переходы
- Эксцентрические переходы
- Бесшовные переходы
- Штампосварные переходы
- Сварные лепестковые переходы
Компания Апгрейд имеет в своем распоряжении аттестованную лабораторию неразрушающего контроля для проверки качества производимой продукции и оказывает услуги проведения следующих методов неразрушающего контроля:
- Капиллярные методы
- Люминесцентный
- Контрастный (цветной)
- Люминесцентно-цветной
- Яркостный
-
Контроль по шкалам твердости:
- по Бринеллю (HB)
- по Роквеллу (HRC)
- по Виккерсу (HV)
- также контроль по HRA, HRB, HSD
- Контроль по пределу прочности
- Оптический
- Визуальный
- Измерительный
- Измерение общего уровня вибрации
- Спектральный анализ вибрации
- Анализ временного сигнала
- Фазовый анализ
- Анализ огибающей
- Порядковый анализ
- Трендовый анализ
- Теневой
- Эхо-импульсный
- Зеркально-теневой
- Дельта-способ
- Цифровой фокусировки апертуры антенной решётки (ЦФА)
- Дифракционно-временный метод (ToFD)
- Общей фокусировки TFM (Total Focusing Method)
- Эхо-зеркальный
- Яркостный
- Магнитопорошковый
- Индукционный
- Магниторезистивный
- Магнитографический
- Пондеромоторный
- Феррозондовый
- Метод эффекта Холла
- Инфракрасная термография
- Контактное измерение температуры
- Пассивный тепловой контроль
- Активный тепловой контроль
- Сравнительный анализ температурных полей
- Анализ изменения температуры во времени
- Контроль локальных температурных аномалий
- Амплитудный анализ;
- Фазовый анализ;
- Амплитудно-фазовый анализ;
- Частотный анализ;
- Многочастотный контроль;
- Импульсный вихретоковый контроль;
- Измерение электропроводности;
- Контроль толщины покрытий и стенок.
- Электропотенциальный метод
- Электроёмкостный метод
- Электроискровой метод
- Измерение электрического сопротивления
- Контроль электрической сплошности
- Измерение параметров изоляции и диэлектрических материалов
- Геометрическая нивелировка
- Тригонометрическая нивелировка
- Техническая нивелировка
- Точное и высокоточное нивелирование
- Нивелировка поверхности
- Профильная нивелировка
- Топографическая съемка
- Исполнительная съемка
- Фасадная съемка
- Обмерная съемка
- Планово-высотная съемка
- Тахеометрическая съемка
- Деформационная съемка
- Съемка линейных объектов
Все работы выполняются в соответствии с существующей нормативно-технической документацией по утвержденным ГГТН РФ методикам.
Сведения об оснащенности средствами неразрушающего контроля
Наша Лаборатория НК укомплектована необходимыми современными средствами неразрушающего контроля, поверенным оборудованием, эталонами, стандартными контрольными образцами, вспомогательным оборудованием и принадлежностями:
| Наименование | Назначение / Характеристики | Фото | |||||||
| УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ | |||||||||
| Дефектоскоп ультразвуковой Пеленг УД3-103 |
Назначение: Неразрушающий контроль материалов, изделий, сварных соединений на наличие дефектов типа нарушения сплошности или однородности.
- Методы вихретокового контроля: фазовый, амплитудный
|
 |
|||||||
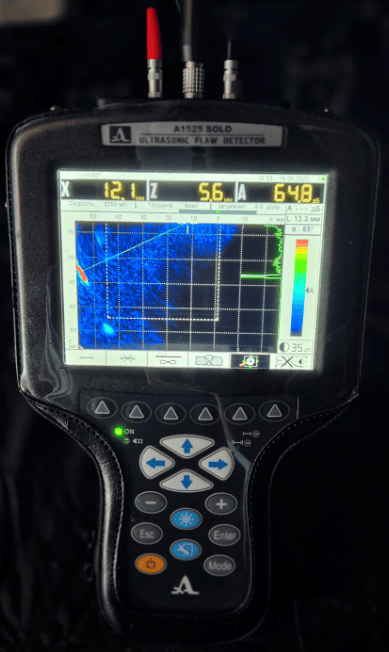
| Ультразвуковой дефектоскоп-томограф А1525 Solo |
Назначение: Исследование целостности сварных швов и сплошности металла. Имеет режим томографа.
|
 |
|||||||
| УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ | |||||||||
| Ультразвуковой толщиномер А1210 |
Назначение: Измерение толщины стенок стальных труб и изделий из металла, чугуна, пластика, а также других материалов с высоким затуханием ультразвука
|
 |
|||||||
| МАГНИТОПОРОШКОВАЯ ДЕФЕКТОСКОПИЯ | |||||||||
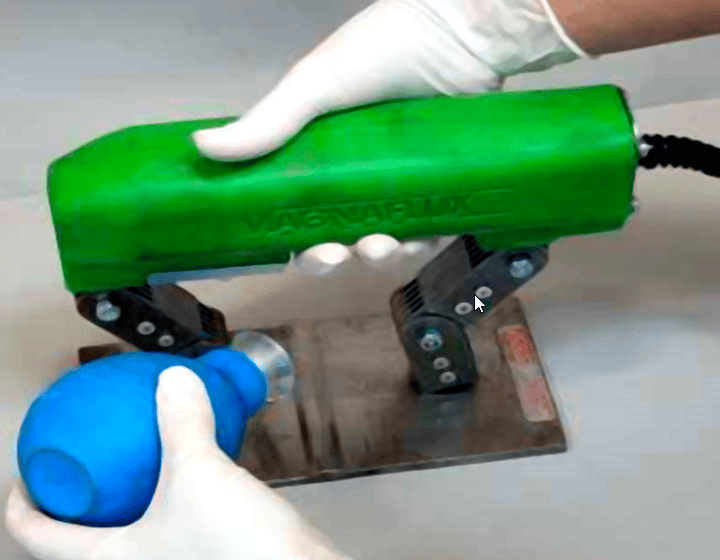
| Дефектоскоп магнитопорошковый MagnafluxYoke Y8 |
Назначение: Намагничивание исследуемых поверхностей
|
 |
|||||||
| ВИЗУАЛЬНЫЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ | |||||||||
|
Комплект для визуального и измерительного контроля ВИК-НДТ |
Назначение: Определение геометрических параметров исследуемых объектов и дефектов |
 |
|||||||
| СПЕЦИАЛЬНЫЕ МЕТОДЫ КОНТРОЛЯ | |||||||||
|
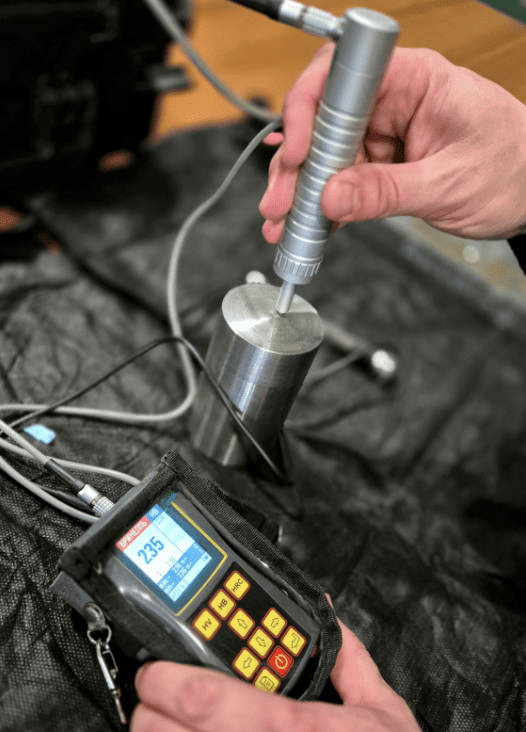
Твердомер универсальный ультразвуковой высокоточный ТКМ-459С |
Назначение: В тяжелых эксплутационных условиях оперативное измерение твердости металлов и металлических изделий в т. ч. поверхностноупрочненных слоев (цементация, азотирование, закалка ТВЧ и др.), гальванических покрытий (хром), наплавок, оценки механической прочности.
- по Роквеллу: диапазон измерений 20 - 70 HRC; - по Виккерсу: диапазон измерений 230 - 940 HV - также контроль по HRA, HRB, HSD и пределу прочности (МПа, пересчет по ГОСТ 22791-77)
|
 |
|||||||
| КАПИЛЛЯРНЫЙ КОНТРОЛЬ | |||||||||
| Набор для контроля Проникающими Веществами (ПВК) SHERWIN | Назначение: обнаружение поверхностных дефектов (трещины и пр.) в металлах, а также во многих видах пластиков и керамических материалов. Широко применяется для контроля качества сварных соединений. |
 |
|||||||
| ГЕОДЕЗИЯ | |||||||||
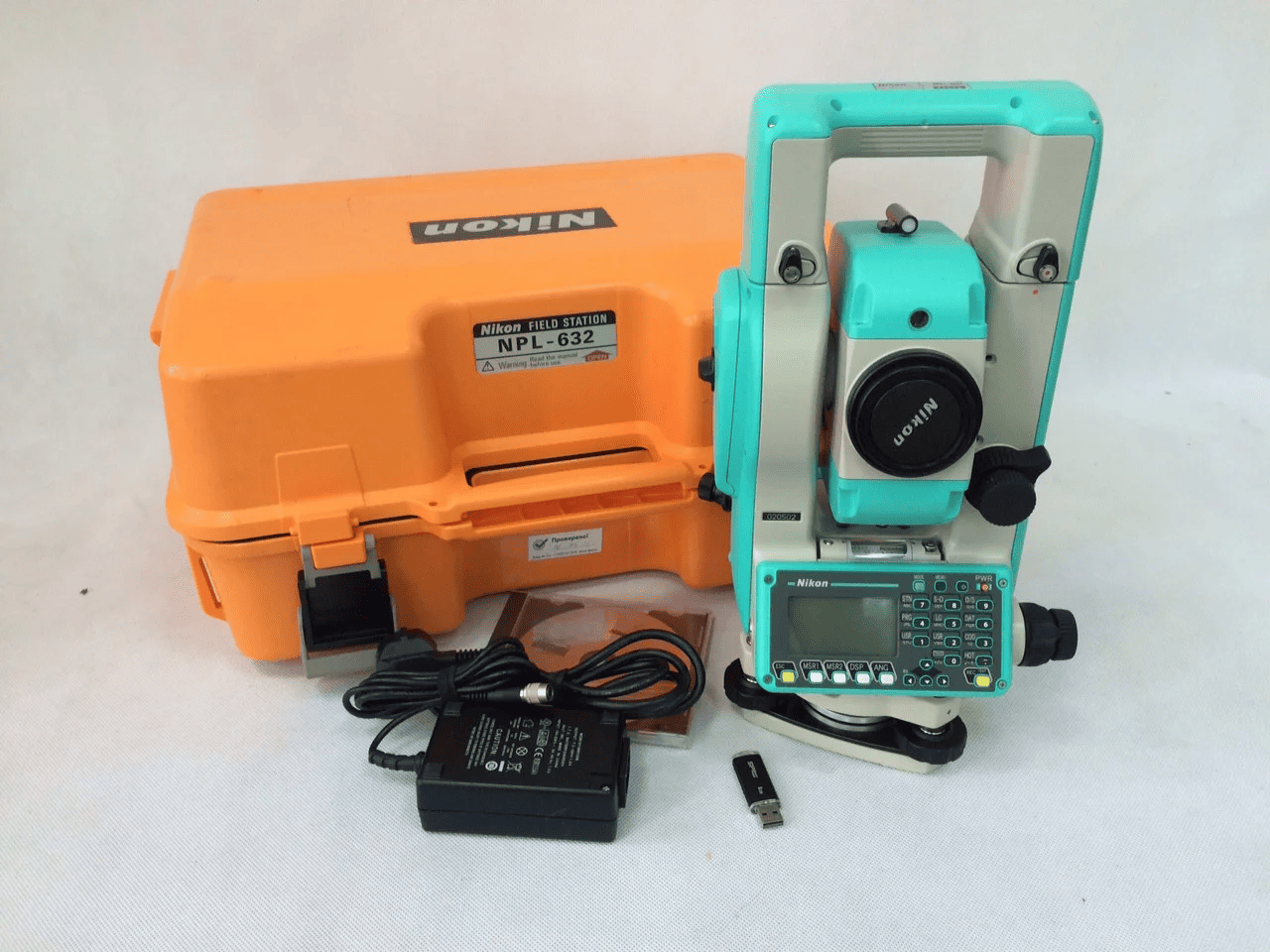
| Тахеометр NIKON NPL-332 | Назначение: измерение расстояний, горизонтальных и вертикальных углов при выполнении работ топографо-геодезического, картографического и иного назначения. |
 |
|||||||
Оказываем услуги проведения неразрушающего контроля
следующих видов объектов
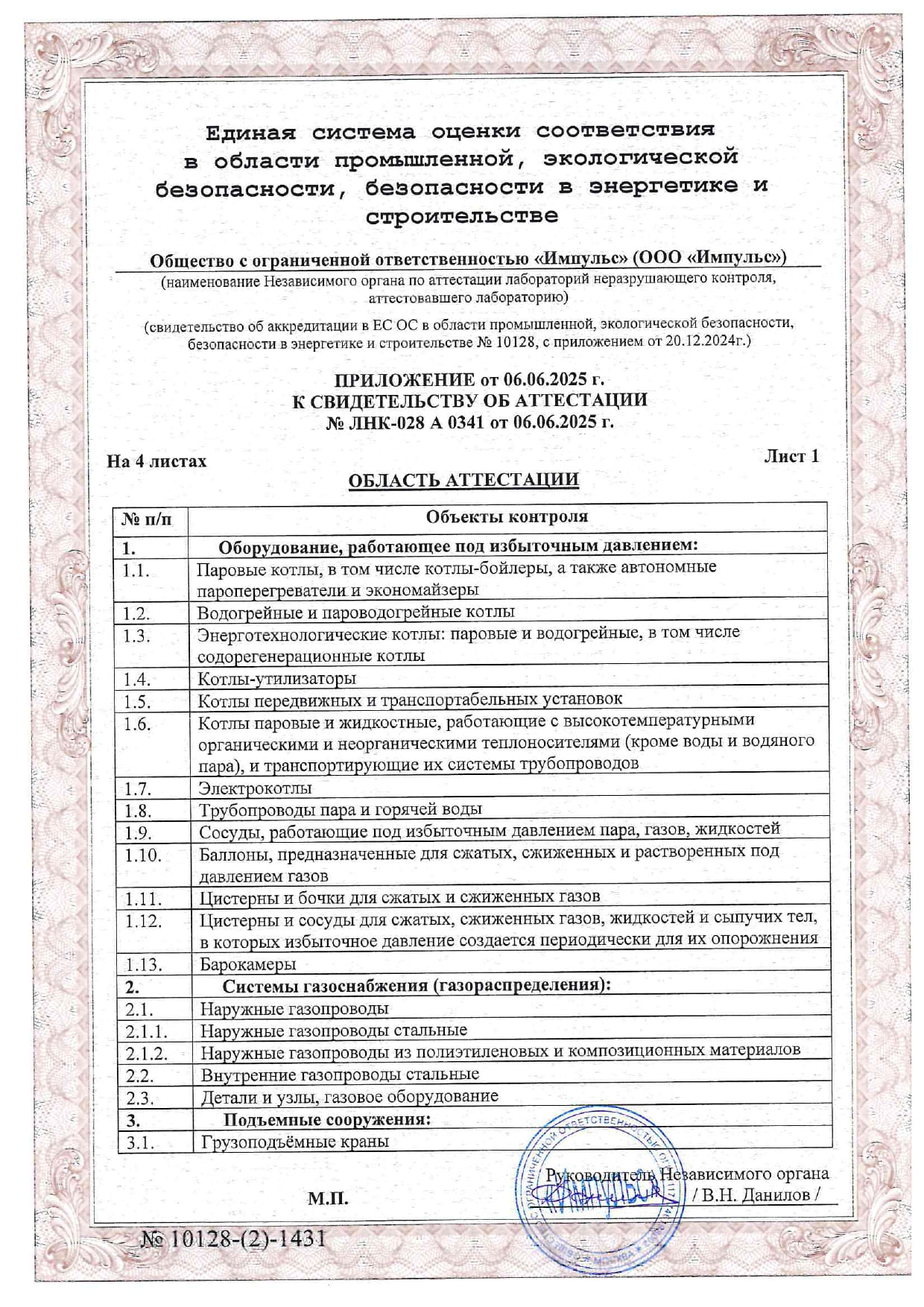
Объекты контроля (согласно СДАНК-01-2020)
|
№ |
Объекты контроля | ВИК | УЗК |
ПВК |
МПК | |||||||||||||||
| 1. | Оборудование, работающее под избыточным давлением: | |||||||||||||||||||
| 1.1. | Паровые котлы, в том числе котлы-бойлеры, а также автономные пароперегреватели и экономайзеры | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.2. | Водогрейные и пароводогрейные котлы | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.3. | Энерготехнологические котлы: паровые и водогрейные, в том числе содорегенерационные котлы | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.4. | Котлы-утилизаторы | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.5. | Котлы передвижных и транспортабельных установок | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.6. | Котлы паровые и жидкостные, работающие с высокотемпературными органическими и неорганическими теплоносителями (кроме воды и водяного пара), и транспортирующие их системы трубопроводов | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.7. | Электрокотлы | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.8. | Трубопроводы пара и горячей воды | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.9. | Сосуды, работающие под избыточным давлением пара, газов, жидкостей | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.10. | Баллоны, предназначенные для сжатых, сжиженных и растворенных под давлением газов | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.11. | Цистерны и бочки для сжатых и сжиженных газов | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.12. | Цистерны и сосуды для сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых избыточное давление создается периодически для их опорожнения | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 1.13. | Барокамеры | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 2. | Системы газоснабжения (газораспределения): | |||||||||||||||||||
| 2.1. | Наружные газопроводы | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 2.1.1. | Наружные газопроводы стальные | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 2.1.2. | Наружные газопроводы из полиэтиленовых и композиционных материалов | ✓ | ✓ | ✓ | ||||||||||||||||
| 2.2. | Внутренние газопроводы стальные | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 2.3. | Детали и узлы, газовое оборудование | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
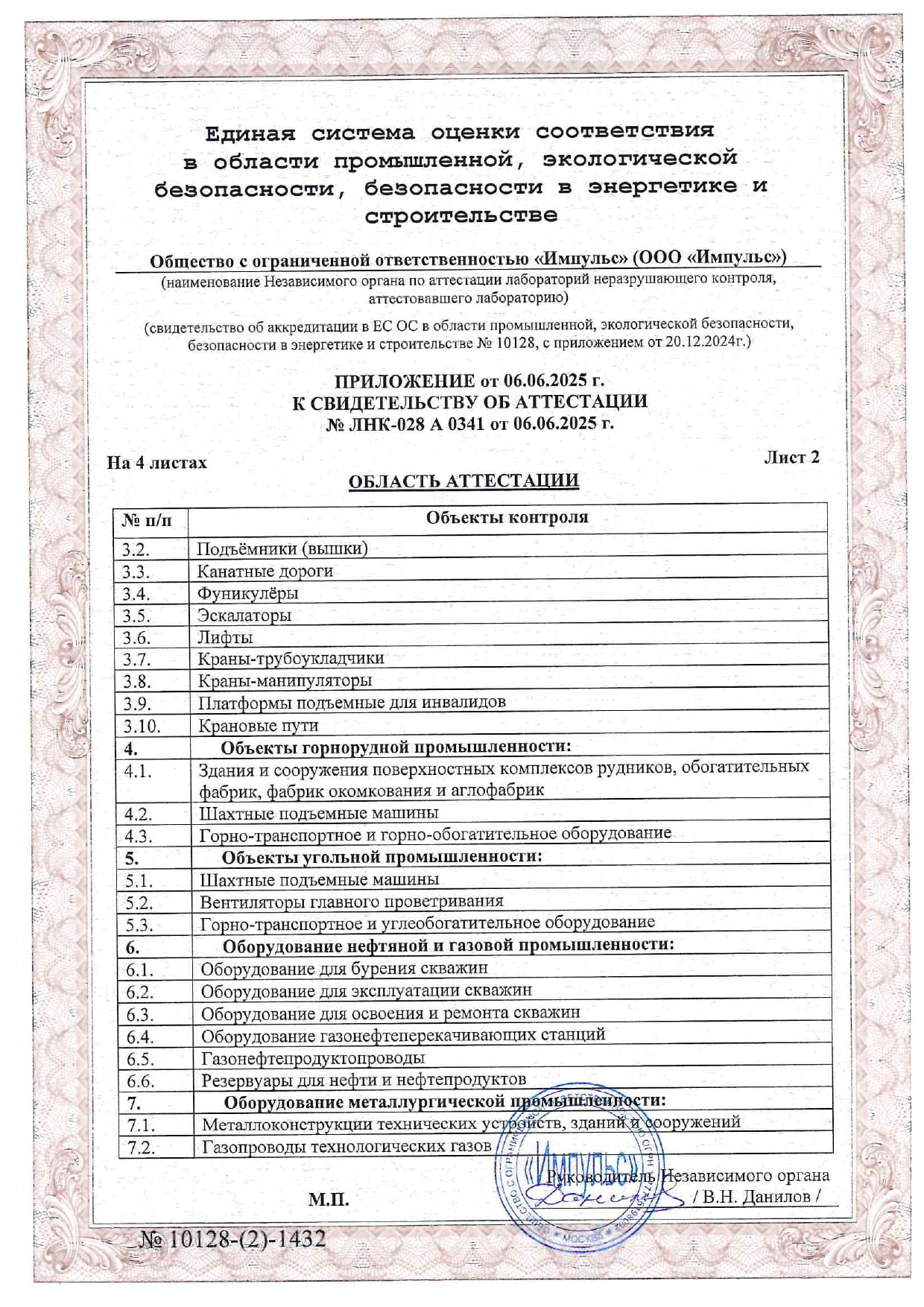
| 3. | Подъемные сооружения: | |||||||||||||||||||
| 3.1. | Грузоподъёмные краны | ✓ | ✓ | ✓ | ||||||||||||||||
| 3.2. | Подъёмники (вышки) | ✓ | ✓ | ✓ | ||||||||||||||||
| 3.3. | Канатные дороги | ✓ | ✓ | ✓ | ||||||||||||||||
| 3.4. | Фуникулёры | ✓ | ✓ | ✓ | ||||||||||||||||
| 3.5. | Эскалаторы | ✓ | ✓ | |||||||||||||||||
| 3.6. | Лифты | ✓ | ✓ | ✓ | ||||||||||||||||
| 3.7. | Краны-трубоукладчики | ✓ | ✓ | ✓ | ||||||||||||||||
| 3.8. | Краны-манипуляторы | ✓ | ✓ | ✓ | ||||||||||||||||
| 3.9. | Платформы подъемные для инвалидов | ✓ | ✓ | |||||||||||||||||
| 3.10. | Крановые пути | ✓ | ✓ | ✓ | ||||||||||||||||
| 4. | Объекты горнорудной промышленности: | |||||||||||||||||||
| 4.1. | Здания и сооружения поверхностных комплексов рудников, обогатительных фабрик, фабрик окомкования и аглофабрик | ✓ | ||||||||||||||||||
| 4.2. | Шахтные подъемные машины | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 4.3. | Горно-транспортное и горно-обогатительное оборудование | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 5. | Объекты угольной промышленности: | |||||||||||||||||||
| 5.1. | Шахтные подъемные машины | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 5.2. | Вентиляторы главного проветривания | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 5.3. | Горно-транспортное и углеобогатительное оборудование | ✓ | ||||||||||||||||||
| 6. | Оборудование нефтяной и газовой промышленности: | |||||||||||||||||||
| 6.1. | Оборудование для бурения скважин | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 6.2. | Оборудование для эксплуатации скважин | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 6.3. | Оборудование для освоения и ремонта скважин | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 6.4. | Оборудование газонефтеперекачивающих станций | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 6.5. | Газонефтепродуктопроводы. | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 6.6. | Резервуары для нефти и нефтепродуктов | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
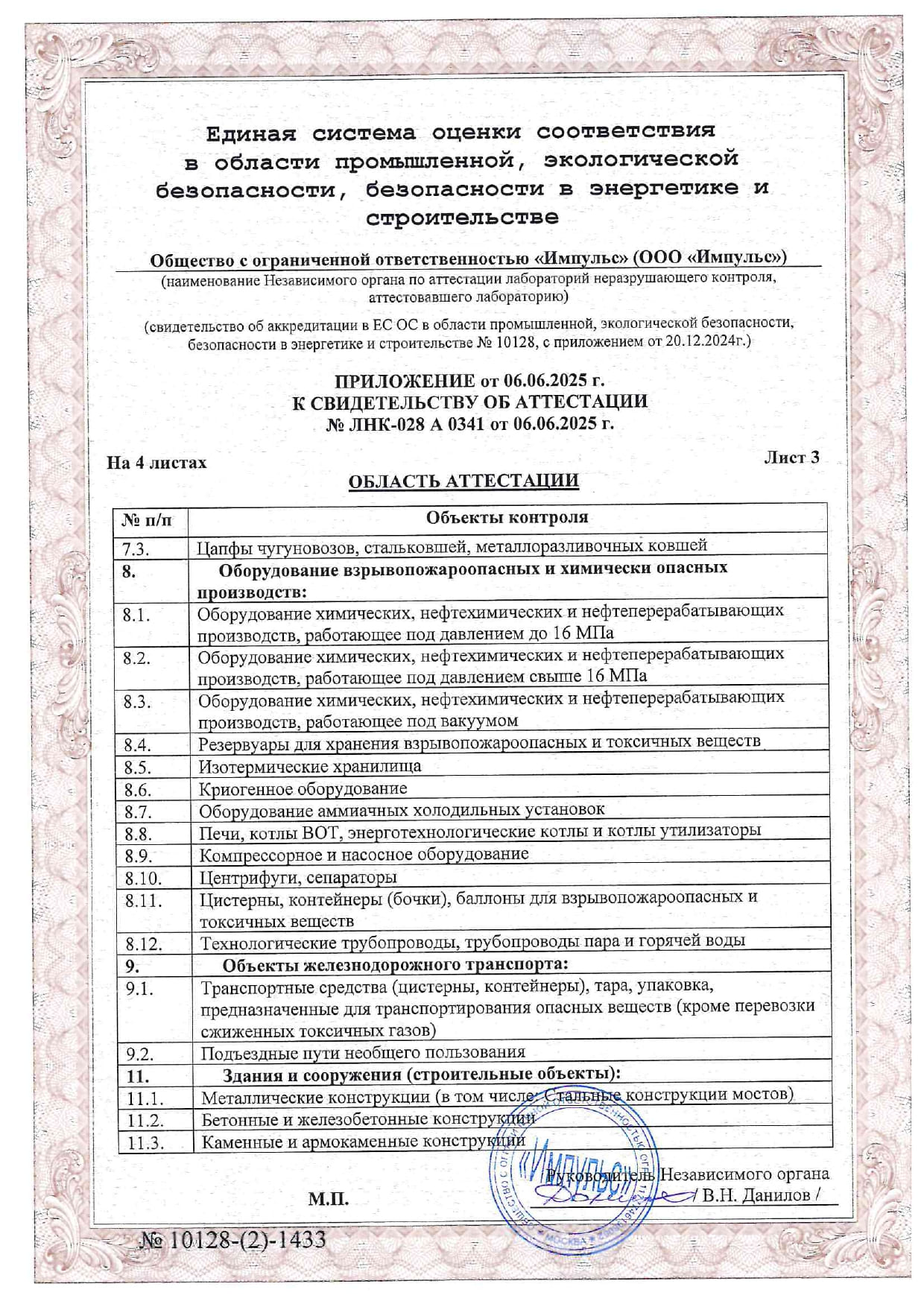
| 7. | Оборудование металлургической промышленности: | |||||||||||||||||||
| 7.1. | Металлоконструкции технических устройств, зданий и сооружений | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 7.2. | Газопроводы технологических газов | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 7.3. | Цапфы чугуновозов, стальковшей, металлоразливочных ковшей | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 8. | Оборудование взрывопожароопасных и химически опасных производств: | |||||||||||||||||||
| 8.1. | Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающее под давлением до 16 МПа | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 8.2. | Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающее под давлением свыше 16 МПа | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 8.3. | Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающее под вакуумом | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 8.4. | Резервуары для хранения взрывопожароопасных и токсичных веществ | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 8.5. | Изотермические хранилища | ✓ | ✓ | ✓ | ||||||||||||||||
| 8.6. | Криогенное оборудование | ✓ | ✓ | ✓ | ||||||||||||||||
| 8.7. | Оборудование аммиачных холодильных установок | ✓ | ✓ | ✓ | ||||||||||||||||
| 8.8. | Печи, котлы ВОТ, энерготехнологические котлы и котлы утилизаторы | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 8.9. | Компрессорное и насосное оборудование | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 8.10. | Центрифуги, сепараторы | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 8.11. | Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 8.12. | Технологические трубопроводы, трубопроводы пара и горячей воды | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 9. | Объекты железнодорожного транспорта: | |||||||||||||||||||
| 9.1. | Транспортные средства (цистерны, контейнеры), тара, упаковка, предназначенные для транспортирования опасных веществ (кроме перевозки сжиженных токсичных газов) | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 9.2. | Подъездные пути необщего пользования | ✓ | ✓ | ✓ | ||||||||||||||||
| 10. | Оборудование для хранения и переработки растительного сырья: | |||||||||||||||||||
| 10.1. | Воздуходувные машины (турбокомпрессоры воздушные, турбовоздуходувки) | ✓ | ✓ | |||||||||||||||||
| 10.2. | Вентиляторы (центробежные, радиальные, ВВД) | ✓ | ✓ | |||||||||||||||||
| 10.3. | Дробилки молотковые, вальцовые станки, энтолейторы | ✓ | ✓ | |||||||||||||||||
| 11. | Здания и сооружения (строительные объекты): | |||||||||||||||||||
| 11.1. | Металлические конструкции (в том числе: Стальные конструкции мостов) | ✓ | ✓ | ✓ | ✓ | |||||||||||||||
| 11.2. | Бетонные и железобетонные конструкции | ✓ | ✓ | ✓ | ||||||||||||||||
| 11.3. | Каменные и армокаменные конструкции | ✓ | ✓ | ✓ | ||||||||||||||||
- ВИК - Визуально-измерительный контроль
- УЗК - Ультразвуковой контроль
- МПК - Магнито-порошковый контроль
- ПВК – Контроль проникающими веществами
Контролируем следующие виды материалов
- Стали и сплавы: Сталь конструкционная, инструментальная, коррозионно-стойкая, жаропрочная, жаростойкая, легированная, релаксационностойкая, высокопрочная, криогенная, подшипниковая, автоматная, быстрорежущая, электротехническая, немагнитная;
- Цветные металлы и их сплавы: Титан, алюминий, медь, бронза, латунь.
Прайс-лист на услуги лаборатории
Цены НК сварных соединений и основного металла
| № | Наименование работ, услуг | Протяжённость или площадь, мм |
Цена |
Цена |
| 1 | Услуги по проведению неразрушающего контроля методом ВИК сварных швов. 1 п/м. | 1000 | 200,00 | 200,00 |
| 2 | Услуги по проведению неразрушающего контроля методом ВИК сварных швов. Ø 18 - 108 шовв. | - | 50,00 | 50,00 |
| 3 | Услуги по проведению неразрушающего контроля методом ВИК по площади. 1 кв/дм. | 1000² | 100,00 | 100,00 |
| 4 | Услуги по проведению неразрушающего контроля методом ПВК сварных швов. 1 п/м. | 1000 | 900,00 | 900,00 |
| 5 | Услуги по проведению неразрушающего контроля методом ПВК сварных швов. Ø 18 - 108 шовв. | - | 500,00 | 500,00 |
| 6 | Услуги по проведению неразрушающего контроля методом ПВК по площади. 1 кв/дм. | 1000² | 150,00 | 150,00 |
| 7 | Услуги по проведению неразрушающего контроля методом МПК сварных швов. 1 п/м. (только для магнитных марок стали) | 1000 | 800,00 | 800,00 |
| 8 | Услуги по проведению неразрушающего контроля методом МПК сварных швов. Ø 18 - 108 шовв. (только для магнитных марок стали) | - | 400,00 | 400,00 |
| 9 | Услуги по проведению неразрушающего контроля методом МПК по площади. 1 кв/дм. (только для магнитных марок стали) | 1000² | 120,00 | 120,00 |
| 10 | Услуги по проведению неразрушающего контроля ИТМ методом упругого отскока. 1 анализ. | - | 400,00 | 400,00 |
| 11 | Услуги по проведению неразрушающего контроля методом УЗТ. 1 точка | - | 250,00 | 250,00 |
| 12 | Услуги по проведению неразрушающего контроля методом УЗК по площади. 1 кв/дм, толщина объекта контроля до 10мм | 1000² | 60,00 | 80,00 |
| 13 | Услуги по проведению неразрушающего контроля методом УЗК по площади. 1 кв/дм, толщина объекта контроля от 10мм до 50мм | 1000² | 80,00 | 105,00 |
| 14 | Услуги по проведению неразрушающего контроля методом УЗК по площади. 1 кв/дм, толщина объекта контроля от 50мм до 100мм | 1000² | 100,00 | 130,00 |
| 15 | Услуги по проведению неразрушающего контроля методом УЗК по площади. 1 кв/дм, толщина объекта контроля от 100мм до 200мм | 1000² | 200,00 | 270,00 |
| 16 | Услуги по проведению неразрушающего контроля методом УЗК по площади. 1 кв/дм, толщина объекта контроля от 200мм до 400мм | 1000² | 300,00 | 400,00 |
| 17 | Услуги по проведению неразрушающего контроля методом УЗК по площади. 1 кв/дм, толщина объекта контроля от 400мм до 1000мм | 1000² | 450,00 | 600,00 |
| 18 | Услуги по проведению неразрушающего контроля методом УЗК по протяжённости. 1 п/м, толщина объекта контроля от 4мм до 10мм | 1000 | 2000,00 | 2500,00 |
| 19 | Услуги по проведению неразрушающего контроля методом УЗК по протяжённости. 1 п/м, толщина объекта контроля от 10мм до 20мм | 1000 | 2500,00 | 3000,00 |
| 20 | Услуги по проведению неразрушающего контроля методом УЗК по протяжённости. 1 п/м, толщина объекта контроля от 20мм до 30мм | 1000 | 3000,00 | 3500,00 |
| 21 | Услуги по проведению неразрушающего контроля методом УЗК по протяжённости. 1 п/м, толщина объекта контроля от 30мм до 40мм | 1000 | 3500,00 | 4000,00 |
Цены УЗК сварных соединений
| № | Наименование работ, услуг неразрушающего контроля | Протяжённость, мм |
Цена |
Цена |
| 1 | Услуги по проведению НК методом УЗК сварных швов. Ø 22 шов | 69,08 | 600,00 | 1100,00 |
| 2 | Услуги по проведению НК методом УЗК сварных швов. Ø 27 шов | 84,78 | 600,00 | 1100,00 |
| 3 | Услуги по проведению НК методом УЗК сварных швов. Ø 32 шов | 100,48 | 500,00 | 950,00 |
| 4 | Услуги по проведению НК методом УЗК сварных швов. Ø 46 шов | 144,44 | 500,00 | 800,00 |
| 5 | Услуги по проведению НК методом УЗК сварных швов. Ø 57 шов | 178,98 | 300,00 | 500,00 |
| 6 | Услуги по проведению НК методом УЗК сварных швов. Ø 89 шов | 279,46 | 500,00 | 850,00 |
| 7 | Услуги по проведению НК методом УЗК сварных швов. Ø 108 шов | 339,12 | 700,00 | 1050,00 |
| 8 | Услуги по проведению НК методом УЗК сварных швов. Ø 159 шов | 499,26 | 1000,00 | 1500,00 |
| 9 | Услуги по проведению НК методом УЗК сварных швов. Ø 219 шов | 687,66 | 1200,00 | 1800,00 |
| 10 | Услуги по проведению НК методом УЗК сварных швов. Ø 276 шов | 866,64 | 1500,00 | 2250,00 |
| 11 | Услуги по проведению НК методом УЗК сварных швов. Ø 325 шов | 1020,5 | 1800,00 | 2700,00 |
| 12 | Услуги по проведению НК методом УЗК сварных швов. Ø 377 шов | 1183,78 | 2000,00 | 3000,00 |
| 13 | Услуги по проведению НК методом УЗК сварных швов. Ø 403 шов | 1265,42 | 2200,00 | 3300,00 |
| 14 | Услуги по проведению НК методом УЗК сварных швов. Ø 426 шов | 1337,64 | 2400,00 | 3600,00 |
| 15 | Услуги по проведению НК методом УЗК сварных швов. Ø 520 шов | 1632,8 | 2600,00 | 3900,00 |
| 16 | Услуги по проведению НК методом УЗК сварных швов. Ø 620 шов | 1946,8 | 2800,00 | 4200,00 |
| 17 | Услуги по проведению НК методом УЗК сварных швов. Ø 720 шов | 2260,8 | 3000,00 | 4500,00 |
| 18 | Услуги по проведению НК методом УЗК сварных швов. Ø 820 шов | 2574,8 | 3300,00 | 4900,00 |
| 19 | Услуги по проведению НК методом УЗК сварных швов. Ø 920 шов | 2888,8 | 3700,00 | 5500,00 |
| 20 | Услуги по проведению НК методом УЗК сварных швов. Ø 1020 шов | 3202,8 | 4000,00 | 6000,00 |
| 21 | Услуги по проведению НК методом УЗК сварных швов. Ø 1120 шов | 3516,8 | 4000,00 | 6000,00 |
| 22 | Услуги по проведению НК методом УЗК сварных швов. Ø 1220 шов | 3830,8 | 4000,00 | 6000,00 |
| 23 | Услуги по проведению НК методом УЗК сварных швов. Ø 1320 шов | 4144,8 | 4500,00 | 7000,00 |
| 24 | Услуги по проведению НК методом УЗК сварных швов. Ø 1420 шов | 4485,8 | 4500,00 | 7000,00 |
| 25 | Услуги по проведению НК методом УЗК сварных швов. Ø 1520 шов | 4772,8 | 5000,00 | 7500,00 |
Прайс-лист сопутствующих работ
| Наименование работ | Стоимость, руб | Примечание |
Выезд на объект специалистов (1 или 2 чел.) |
10000 | При выезде за пределы применяется коэффициент от 2 до 4. При расстоянии более 100 км коэффициент от 6 |
| Написание и утверждение заключения | 650 … 3500 | Стоимость зависит от объёма |
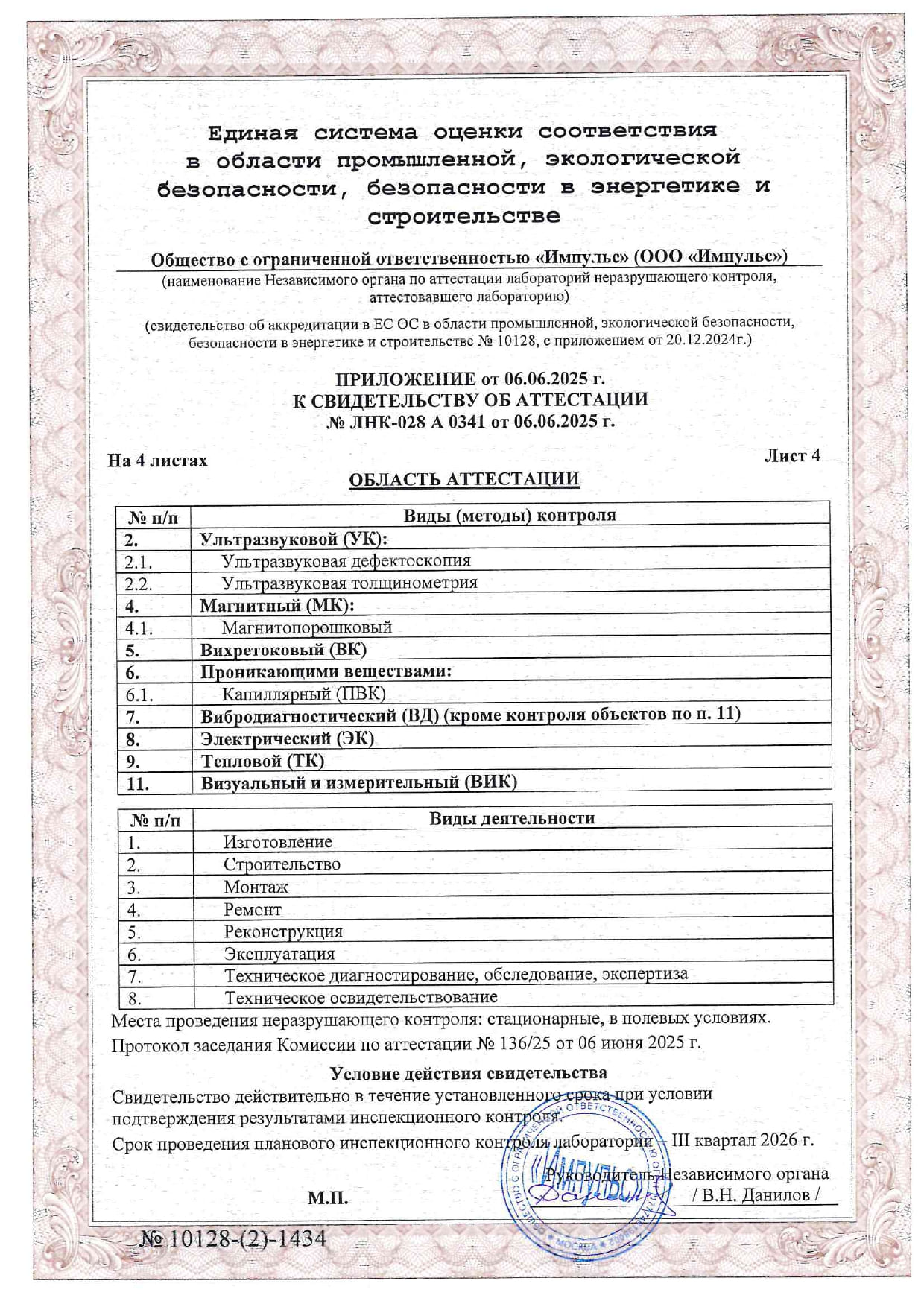
Аттестация лаборатории неразрушающего контроля ООО «Апгрейд»
Лаборатория неразрушающего контроля ООО «Апгрейд» аттестована в соответствии с Федеральными нормами и правилами в области промышленной безопасности «Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на опасных производственных объектах» на следующие виды контроля: Ультразвуковой, Проникающими веществами, Магнитный, Визуальный и измерительный методы контроля и имеет право проводить контроль оборудования и материалов при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации и техническом диагностировании.
Специалисты лаборатории аттестованы в соответствии со "СДАНК-01-2020. Правила аттестации и основные требования к лабораториям неразрушающего контроля", постоянно проходят дополнительные курсы повышения квалификации и внутреннюю аттестацию.
Опыт и высокий уровень квалификации наших специалистов, а также оснащение лаборатории современными средствами контроля, позволяют нам качественно и в срок проводить работы по «неразрушающему» контролю объектов любой сложности.
В случае необходимости проведения требуемых видов контроля для подтверждения характеристик и качества продукции, отправьте запрос по электронной почте info@9hs.ru, свяжитесь с нашим менеджером по телефону 7(495) 984-97-09 или через форму обратной связи на сайте.
Экспертная область
Независимо от сферы промышленности Вашего бизнеса, наша компания готова предложить вам спектр услуг в области неразрушающего контроля материалов и объектов:
- Добыча топливно-энергетических полезных ископаемых
- Добыча металлических руд
- Гидроэнергетика
- Атомная энергетика
- Ветроэнергетика
- Судостроение
- Оборонно-промышленный комплекс
- Автомобильная промышленность
- Авиакосмическая промышленность
- Сельскохозяйственное машиностроение
- Железнодорожное машиностроение
- Двигателестроение
- Электротехника
- Атомная промышленность
- Чёрная металлургия
- Цветная металлургия
Фотогалерея "Неразрушающий контроль"
Преимущества нашей лаборатории

Справочная информация
| Методы контроля | Назначение метода |
| Визуально-измерительный контроль (ВИК) | |
| Оптический | - Поиск поверхностных дефектов (трещин, коррозионных и эрозионных повреждений, забоин, язв, открытых раковин, пор и др.); - Обнаружение крупных трещин, мест разрушения, остаточной деформации скрытых или удалённых элементов конструкций, течей, загрязнений; - Анализ характера и определение типа поверхностных дефектов, обнаруженных при контроле деталей каким-либо методом дефектоскопии (ультразвуковым, токовихревым, цветным и др.). |
| Визуальный | - Обнаружение дефектов (трещин, пустот и пористость, недостаточная проварка, коррозионные процессы и др.); - Проверка соответствия нормативным документам по таким параметрам как габаритные размеры, геометрическая правильность и качество поверхности; - Анализ качества сварных швов. |
| Измерительный | Выявление возможных дефектов на различных этапах производства и эксплуатации, а также оценка соответствия продукции требованиям нормативных документов. |
| Ультразвуковой контроль (УЗК) | |
| Теневой | Выявление внутренних дефектов сварочных швов, определение их точного расположения и глубины. |
| Эхо-импульсный | Выявление внутренних и поверхностных дефектов сварных соединений без нарушения целостности конструкции. С помощью Эхо-импульсного УЗК можно обнаружить: - Трещины различной ориентации: продольные, поперечные и радиальные. - Пустоты. Время прохождения ультразвука через материал определяет расстояние, на котором расположен дефект, а его размер определяется с помощью амплитуды отражения волны. - Коррозийные повреждения в сварных швах и околошовной зоне. УЗК позволяет оценить степень коррозийного поражения и его распространение. - Инородные включения, такие как шлаковые или оксидные вкрапления. Эти включения нарушают однородность структуры сварного шва и могут стать очагами развития трещин или коррозии. |
| Эхо-зеркальный | Эхо-зеркальный метод ультразвукового контроля (УЗК) предназначен для поиска дефектов, расположенных перпендикулярно поверхности контроля, например, трещин и часто применяется для дефектоскопии сварных швов, металлических конструкций, исследования трубопроводов и газопроводов. |
| Зеркально-теневой | Назначение - обнаружение дефектов швов по коэффициенту затухания отражённого колебания. Зеркально-теневой УЗК позволяет осуществить следующие виды контроля: - проверка различных деталей (осей колёсных пар вагонов, валов двигателей и т. д.) на прозвучиваемость; - обнаружение дефектов, расположенных в корне шва. Зеркально-теневой метод особенно эффективен для контроля сварных стыков. |
| Дельта-способ | Дельта-метод ультразвукового контроля (УЗК) предназначен для поиска специфично расположенных дефектов: - вертикально-ориентированные трещины, которые не всегда удаётся выявить обычным эхо-методом; - внутренние дефекты сварных швов, определения их точного расположения и глубины; - окислы и коррозирующие участки; - неоднородную структуру места сварки; - трещины и неровности швов; - пористость и расслоение наплавляемого материала; - непровары и др. |
| Цифровой фокусировки апертуры антенной решётки (ЦФА) | Назначение ультразвукового контроля (УЗК) с использованием метода цифровой фокусировки апертуры антенной решётки (ЦФА) — оценка характера несплошности металла (обнаружение дефекта, его размеров, формы и ориентации), что особенно важно при контроле опасных производственных объектов. |
| Дифракционно-временный метод (ToFD) | TOFD эффективен для выявления точечных дефектов, таких как выходящие на поверхность трещины, вогнутость, непровары в корне, расслоения, питтинговая коррозия и др. Метод TOFD применяется в особо ответственных отраслях промышленного производства и транспорта, таких как объекты ядерной энергетики, магистральные трубопроводы, сосуды, работающие под давлением, авиационные двигатели и другие. |
| Общейфокусировки TFM (Total Focusing Method) | TFM позволяет выявлять как поверхностные трещины, так и внутренние нарушения, такие как пустоты, включения и расслоения (размер, форму и ориентацию дефектов). Метод применяется для широкого спектра материалов, включая металлы (сталь, алюминий), композиты, керамику и даже некоторые неметаллические материалы. Однако у TFM есть ограничения: он может быть менее эффективен в материалах с экстремальной толщиной или неправильной формой. |
| Контроль проникающими веществами (ПВК) | |
| Капиллярные методы | Используется для обнаружения поверхностных и сквозных дефектов в объектах контроля, определение их расположения, протяжённости и ориентации на поверхности. С помощью ПВК можно найти дефекты размером до 500 мкм в твёрдых материалах без пор (металле, металлических сплавах, пластмассе, пластике, стекле, керамике). |
| Люминесцентный | Применяется для обнаружения сквозных дефектов (течей) в контролируемых объектах. |
| Контрастный (цветной) | Назначение данного метода — обнаружение мельчайших дефектов на поверхности материалов. С помощью этого метода выявляют поверхностные несплошности, такие как трещины, поры, шлаковые включения, раковины, подрезы, непровары, несплавления, расслоения, межкристаллитную коррозию. Основное ограничение метода — с его помощью можно обнаружить только сквозные и выходящие на поверхность дефекты, а, например, трещину в самом теле металла выявить не получится. |
| Люминесцентно-цветной | Люминесцентный контроль проникающими веществами используется для обнаружения сквозных дефектов (течей) и основан на регистрации проникания вещества через сквозные дефекты по флуоресценции этого вещества или индикаторного покрытия при освещении контролируемого объекта ультрафиолетовым светом. |
| Яркостный | Яркостный метод контроля проникающими веществами основан на регистрации контраста в видимом излучении ахроматического рисунка на фоне поверхности объекта и применяется: - для выявления невидимых или слабо видимых невооружённым глазом поверхностных и сквозных дефектов (трещины, поры, раковины, непровары, межкристаллическая коррозия, свищи и т. д.); - для определение расположения, протяжённости и ориентации дефектов по поверхности. |
| Магнитный контроль (МК) | |
| Магнитопорошковый | Назначение - выявление дефектов в изделиях из ферромагнитных металлов (различные неровности, дефекты в сварных соединениях, трещины, неровности поверхностей). |
| Индукционный | Индукционный магнитный контроль (МК) — метод неразрушающего контроля, который предполагает формирование электродвижущей силы (ЭДС) с помощью катушек индуктивности и позволяет найти внутренние дефекты, скрытые в объёме детали, однако не слишком подходит для выявления внешних. Индукционный МК применяется в следующих областях: - Оценка состояния труб и трубопроводов; - Контроль металлопроката; - Проверка арматуры; - Исследование промышленных ёмкостей; - Контроль отдельных деталей и сложных конструкций. |
| Магниторезистивный | Магниторезистивный магнитный контроль (МК) — основан на регистрации магнитного поля с помощью магниторезистивных преобразователей и позволяет выявить дефекты на поверхности и внутри конструкций из ферромагнитных материалов (железа, никеля и кобальта). Магниторезистивный магнитный контроль (МК) используется для - определения структуры сплава, металла, сварного шва; - контроля качества сварных швов и соединений; - измерения толщины немагнитных покрытий на ферромагнитных основаниях; - определение механических свойств и микроструктуры сортового, листового, фасонного и других видов металлопроката. |
| Магнитографический | Магнитографический (МК) позволяет осуществить: - Контроль качества сварных швов и соединений; - Выявить трещины, несплавления, непровары, шлаковые включения в виде цепочек и другие виды деформаций; - Определение механических свойств и микроструктуры сортового, листового, фасонного и других видов металлопроката. |
| Пондеромоторный | Назначение пондеромоторного магнитного контроля (МК) — измерение толщины изделий и ферромагнитных покрытий (до сотен микрон с погрешностью, не превышающей 1–10 микрон). Пондеромоторный МК используется: - для оценки состояния труб и трубопроводов, металлопроката, арматуры, резервуаров и других ёмкостей промышленного назначения, отдельных деталей и сложных конструкций; - для исследования деталей с немагнитным покрытием, если его толщина не превышает 0,25 мм; - для контроля толщины защитных никелевых и никель-хромовых покрытий, например, при изготовлении изделий ракетной техники. |
| Феррозондовый | Феррозондовый (МК) применяется: - для контроля качества сварных швов (определение трещин, непровары и др.); - для контроля структуры и геометрических размеров изделий; - для определение механических свойств и микроструктуры листового, сортового, фасонного, полосового металлопроката; - для измерения толщины немагнитных токопроводящих и непроводящих покрытий на ферромагнитных основаниях; - для проверки качества изделий и заготовок из чугуна и стали после термической обработки (закалки, отжига, нормализации, старения); - для измерения содержания легирующих элементов, сортировка изделий по маркам стали и другие задачи. |
| Метод эффекта Холла | Метод эффекта Холла — метод магнитного неразрушающего контроля, основанный на регистрации магнитных полей объекта контроля преобразователями Холла. 2 Назначение метода: - выявление пустот, дефектов); - анализ прочности и состояния конструкций, элементов из ферромагнетиков и редкоземельных металлов; - определение кристаллической структуры, однородности или неоднородности состава сплава, его свойств по всему объёму. |