- Гладкий вал
- Ступенчатый вал
- Шлицевой вал
- Вал-шестерня
- Червячный вал
- Полый вал
- Эксцентриковый вал
- Кулачковый вал
- Коленчатый вал
- Торсионный вал
- Вал планетарной передачи
- Ходовой винт
- Цилиндрические прямозубые шестерни
- Цилиндрические косозубые шестерни
- Шевронные шестерни
- Конические прямозубые шестерни
- Конические тангенциальные шестерни
- Конические спиральные шестерни
- Конические гипоидные шестерни
- Секторные шестерни
- Шестерни с внутренним зацеплением
- Клиновидные шкивы
- Зубчатые шкивы
- Плоскоременные шкивы
- Круглокоременные шкивы
- Многоручьевые шкивы
- Тормозные шкивы
- Цилиндрическая втулка
- Коническая втулка
- Резьбовая втулка
- Подшипниковая втулка
- Ступенчатая втулка
- Перфорированная втулка
- Переходная втулка
- Втулка скольжения
- Втулка разъемная
- Однорядные звездочки
- Двухрядные звездочки
- Трехрядные звездочки
- Многорядные звездочки
- Звездочки со ступицей
- Звездочки под втулку тапербуш
- Зубчатое колесо цилиндрическое прямозубое
- Зубчатое колесо цилиндрическое косозубое
- Зубчатое колесо цилиндрическое шевронное
- Зубчатое колесо коническое прямозубое
- Зубчатое колесо коническое с тангенциальными зубьями
- Зубчатое колесо коническое спиральное
- Зубчатое колесо коническое гипоидное
- Зубчатое колесо червячное
- Зубчатое колесо реечное
- Зубчатое колесо внутреннего зацепления
- Зубчатые венцы с наружным зацеплением зубьев
- Зубчатые венцы с внутренним зацеплением зубьев
- Кольца большого диаметра
- Днища эллиптические ГОСТ 17379-2001
- Днища эллиптические ГОСТ 6533-78
- Днища штампованные ТУ 102-488-95
- Заглушки фланцевые плоские по ГОСТ 12836-67
- Заглушки поворотные по стандарту ASME b16.5
- Заглушки фланцевые с соединительным выступом ОСТ 34-10-428-90
- Заглушки фланцевые АТК 24.200.02-90
- Заглушки эллиптические ГОСТ 17379-2001
- Заглушки плоские приварные ОСТ 34.10.758-97
- Отводы бесшовные (горячедеформированные)
- Отводы сварные (секторные)
- Отводы гнутые (холодногнутые)
- Отводы штампосварные
- Концентрические переходы
- Эксцентрические переходы
- Бесшовные переходы
- Штампосварные переходы
- Сварные лепестковые переходы
Изготовление прямозубых реек любой сложности на заказ по чертежам Клиента
ООО Апгрейд оказывает услуги по изготовлению прямозубых реек любой сложности на заказ по чертежам с учетом всех требований Клиента:
- Изготовление прямозубых реек с нуля (включая разработку чертежей и проектирование 3D-модели детали).
- Изготовление прямозубых реек по образцу при отсутствии чертежей (востребовано при импортозамещении и изготовлении деталей для спецтехники).
Предлагаем услуги по штучному и серийному производству, обеспечивая достижение высокого качества, требуемых физико-механических характеристик, соответствие готовой продукции НТД и соблюдение сроков выполнения заказов.
Сырье для изготовления прямозубых реек
Изготавливаем прямозубые рейки из конструкционных, инструментальных, нержавеющих, жаропрочных, жаростойких и др. специальных сталей и сплавов.
В качестве заготовок для будущих деталей берем поковки собственного производства или металлопрокат из складского наличия. Каждая заготовка проходит тщательный контроль качества, с целью обеспечения долговечности и точности конечного изделия.
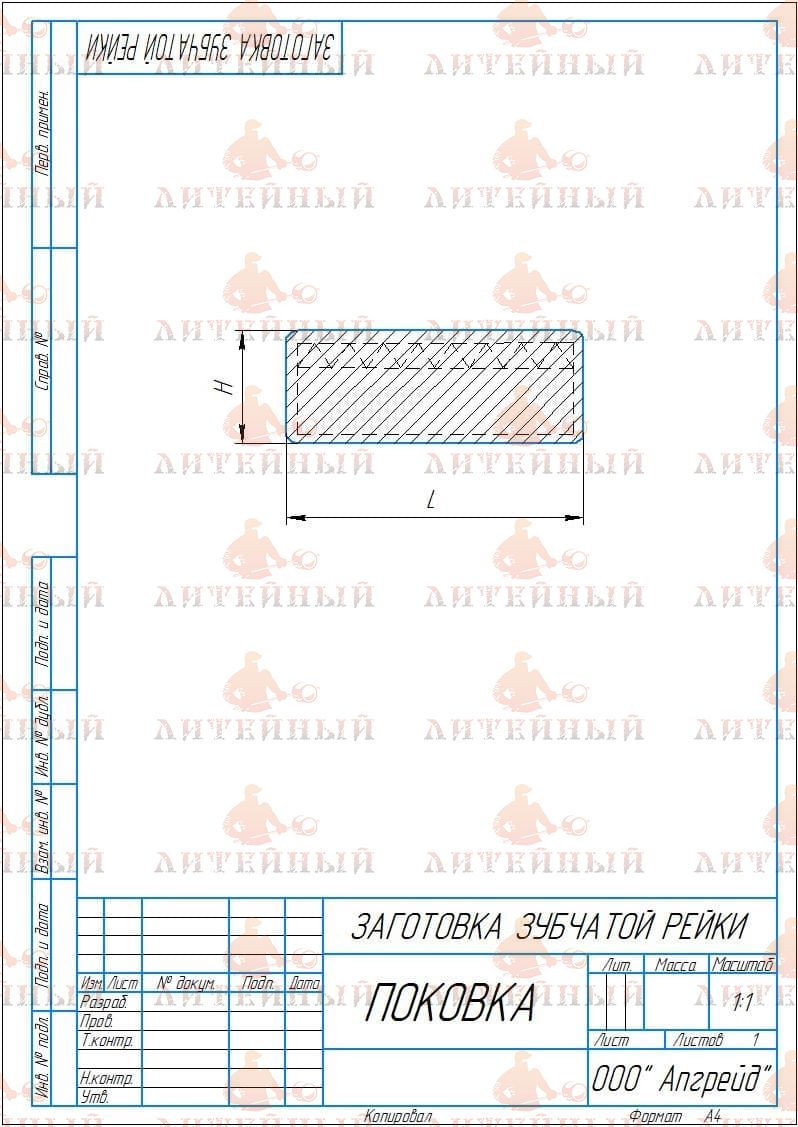
| ЗАГОТОВКА | ЧЕРТЕЖ ПОКОВКИ | заготовительные операции |
 |
 |
|
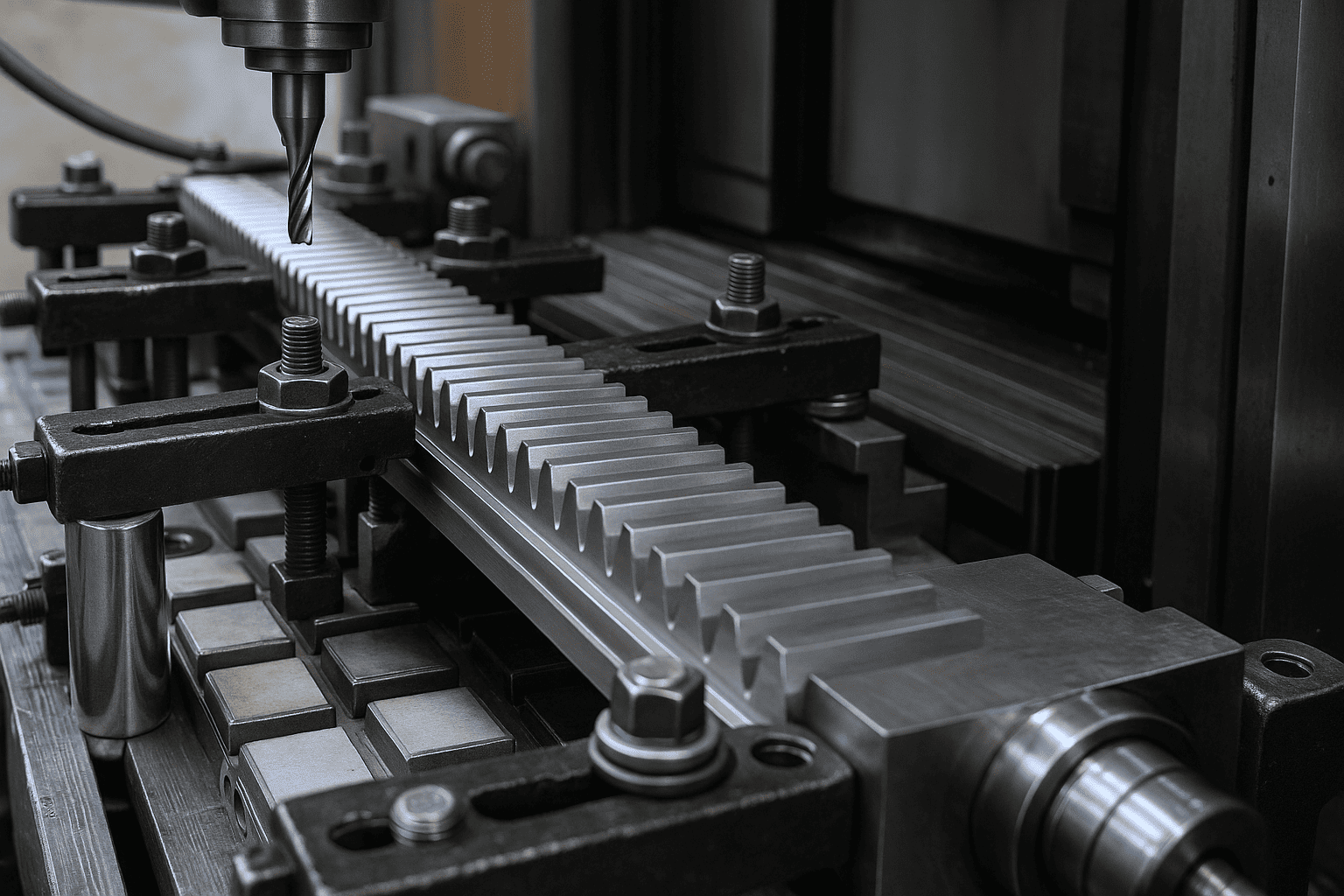
| МЕХАНИЧЕСКАЯ ОБРАБОТКА | Маршрутная карта мехобработки | Процесс мехобработки |
 |
 |
|
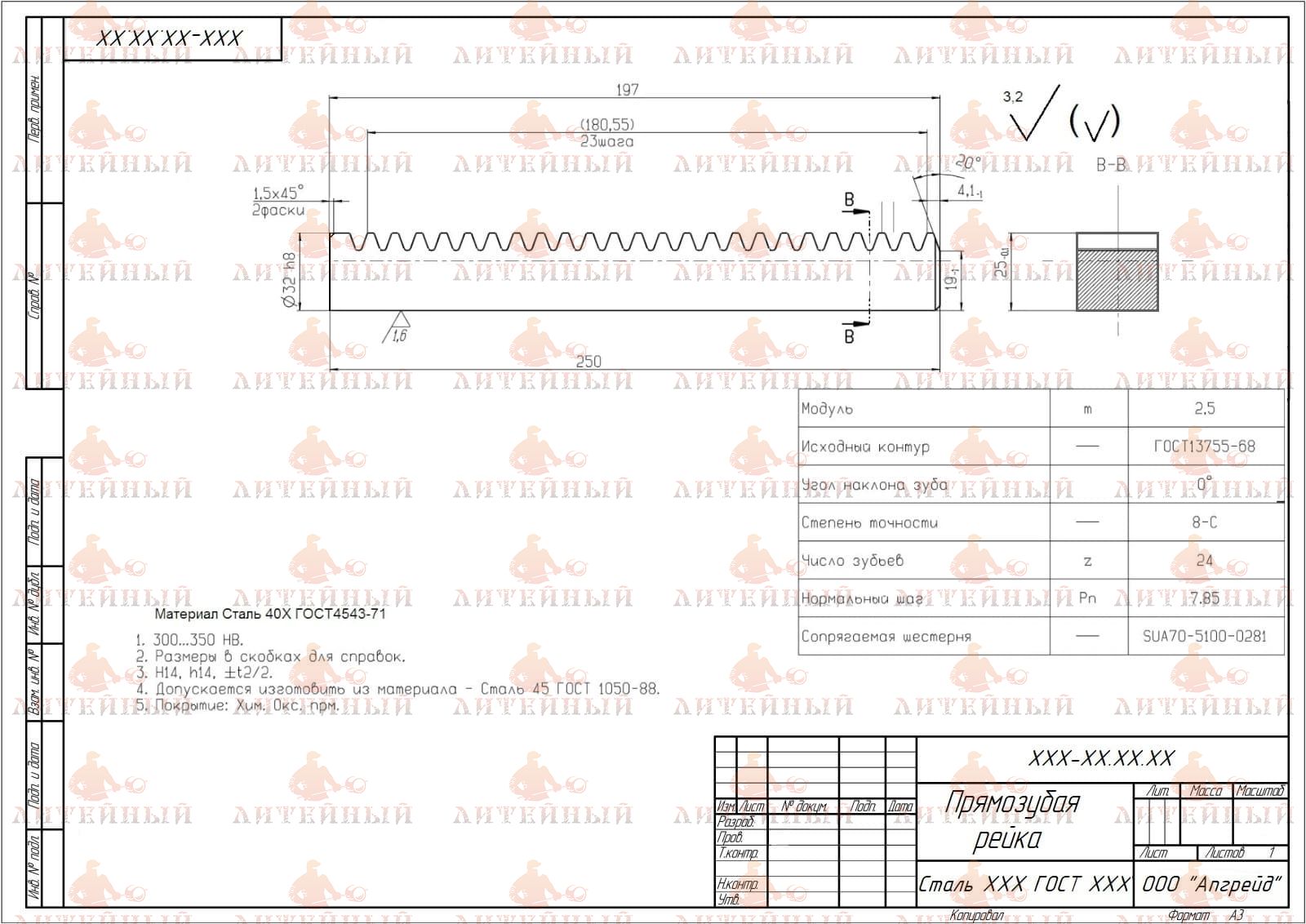
| ГОТОВАЯ ДЕТАЛЬ | Чертеж детали | Финишные операции |
 |
|
|
Наши производственные мощности:
- Кузнечный
- Литейный цех
- Термический цех
- Конструкторское бюро
- Цех механической обработки
- Лаборатория разрушающего и неразрушающего контроля
Изготовление других видов зубчатых реек:
Предлагаем услуги по изготовлению других видов звездочек:
Купить прямозубые рейки
Заказать изготовление прямозубых реек по выгодной цене можно в компании Апгрейд, отправив заявку по e-mail info@9hs.ru, через форму обратной связи на сайте или связавшись с нашим менеджером по телефону 7 (495) 984-97-09.
Процесс работы с клиентом





Фотогалерея "Изготовленные детали по чертежам"
Фотогалерея "Мехобработка деталей"
Преимущества работы с нами
При заказе товара клиенту предоставляется
Справочная информация
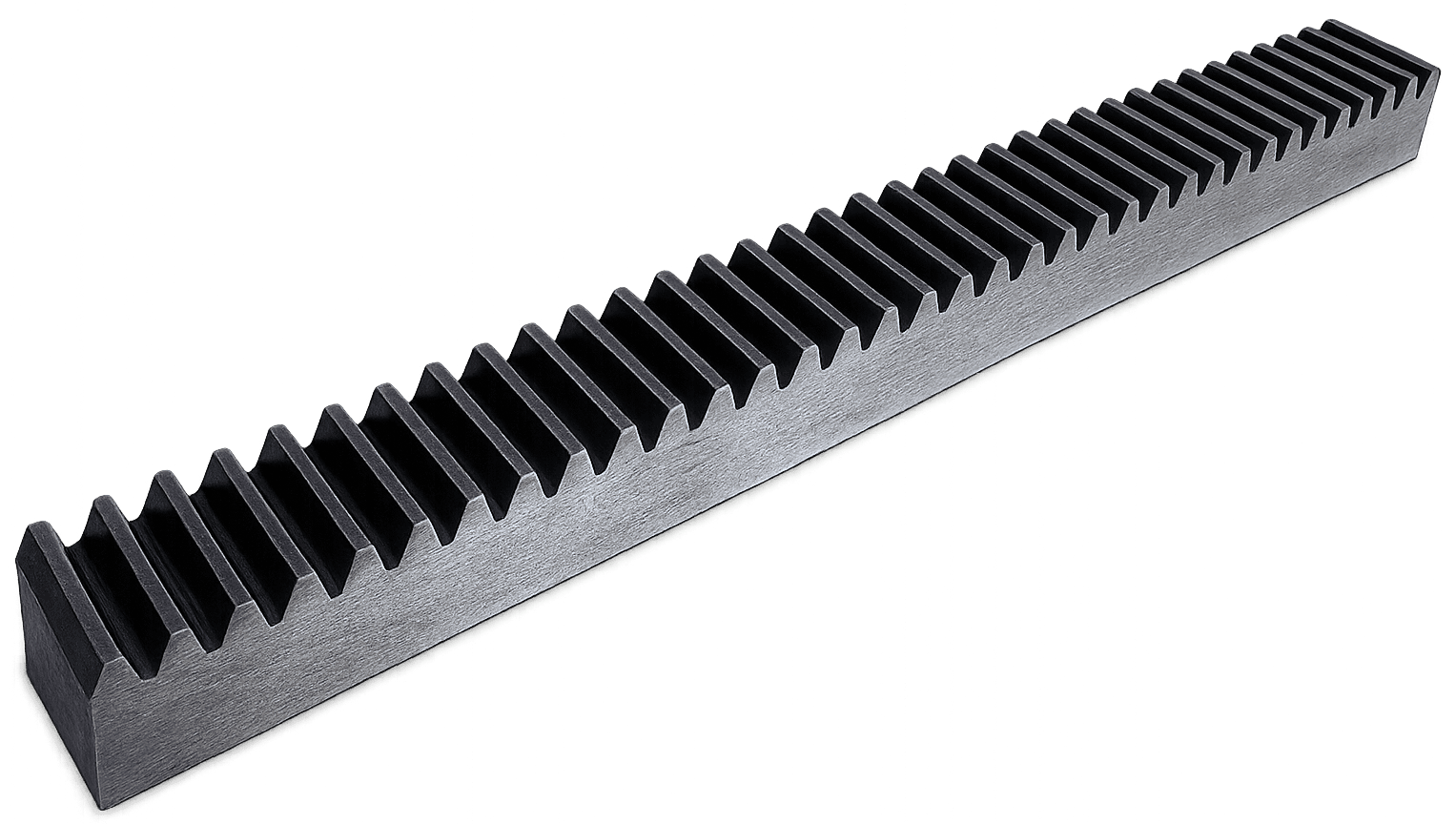
Прямозубые рейки — это линейные зубчатые элементы, служащие для преобразования вращательного движения шестерни в поступательное или наоборот. По сути, это зубчатое колесо, «развёрнутое» в линию: зубья расположены параллельно и имеют прямую форму, без наклона, что обеспечивает простую и точную передачу движения.
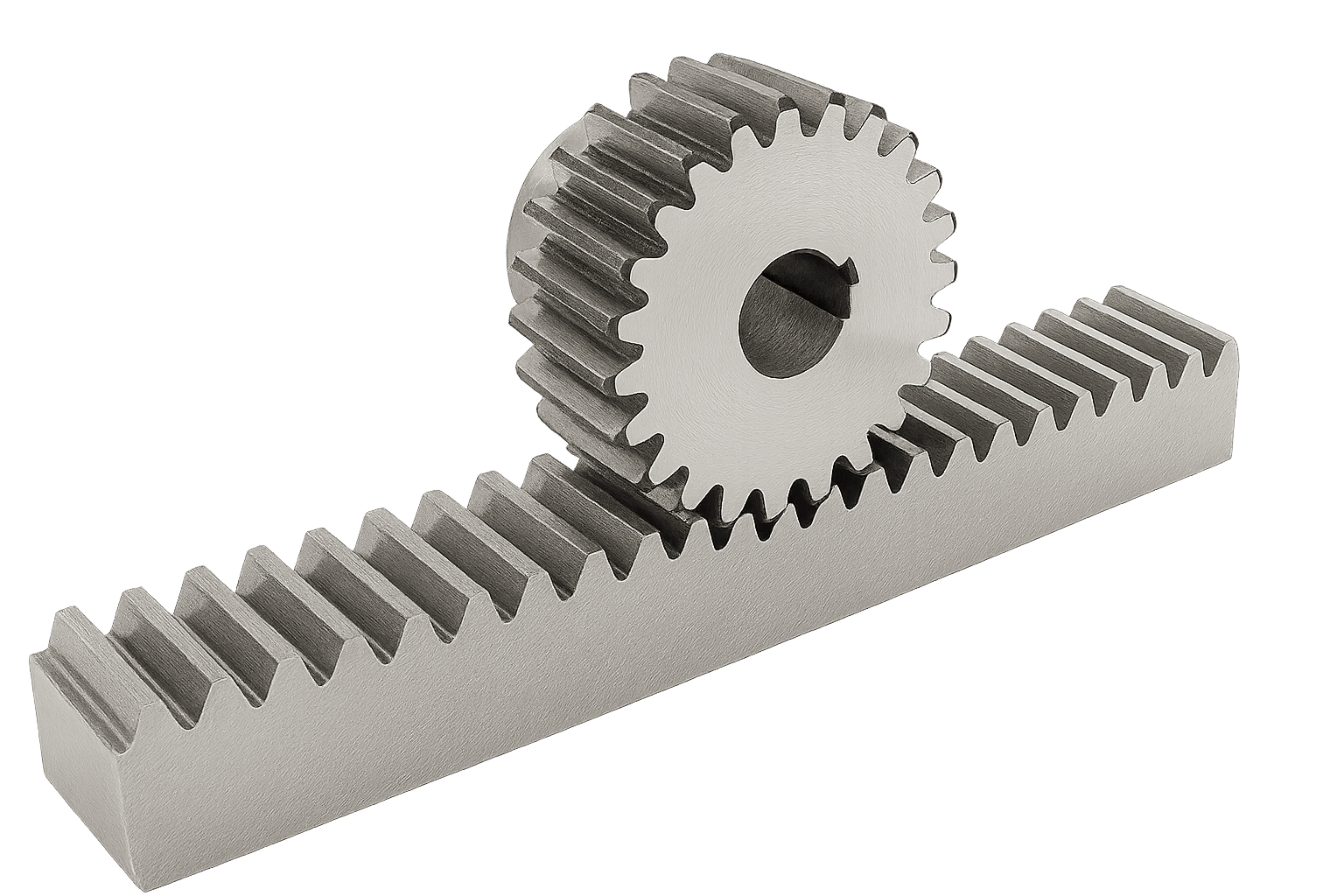
Рис.1. Прямозубая рейка с шестерней
Заготовки для изготовления.
Чаще всего прямозубые рейки изготавливают из проката прямоугольного или квадратного сечения (стальной пруток, полоса, калиброванный профиль). На предприятиях используется также предварительно обработанный металл — поковки или горячекатаные заготовки, обеспечивающие достаточную плотность структуры и стабильность размеров. Для крупногабаритных или силовых реек применяются цельнокатаные или сварные заготовки с последующей механической обработкой.
Материалы изготовления.
Наиболее распространены углеродистые и легированные конструкционные стали: 45, 40Х, 40ХН, 20Х, 18ХГТ, а для особо ответственных передач — инструментальные или цементуемые стали (20Х2Н4А, 18ХГТ, 12ХН3А). В условиях высокой влажности или агрессивных сред применяют нержавеющие марки (12Х18Н10Т, 20Х13, 30Х13). Для малонагруженных механизмов, где важна лёгкость и бесшумность, используются пластмассы, бронза или дюралюминий.
Характеристики при проектировании.
1. Назначение и передаваемое усилие
При проектировании определяется функция рейки — преобразование вращательного движения шестерни в поступательное (или наоборот). Исходными данными служат требуемое усилие на выходе, ход перемещения, скорость, точность позиционирования и режим работы (прерывистый, постоянный, реверсивный).
От этих параметров зависят модуль зубьев, длина рейки, материал и тип крепления.
2. Геометрические параметры зубчатого зацепления
- Модуль (m) — основной параметр, определяющий размер зубьев и соотношение между шестернёй и рейкой. Выбирается по стандартным рядам ГОСТ 9563-60 (m = 1…25 мм).
- Высота зуба — по ГОСТ 13755-81: h=2,25m , из них головка ha=1m, ножка hf=1,25m.
- Угол давления (α) — стандартно 20°, реже 14,5° или 25° при особых условиях (высокие нагрузки или точное позиционирование).
- Шаг зубьев (p) — p=πm. Определяет линейное перемещение рейки за один оборот шестерни.
- Ширина рейки (b) — задаётся из прочностных расчётов и требований к жёсткости, обычно 5–10×m.
- Длина рейки (L) — выбирается исходя из рабочего хода, но изготавливается секционно (500–2000 мм) с последующей стыковкой.
3. Материал и термообработка
Выбор материала производится в зависимости от нагрузок, условий эксплуатации и требуемого ресурса.
- Для общепромышленных применений — сталь 45, 40Х, 35ХГСА, 20ХН3А.
- Для прецизионных и динамически нагруженных систем — легированные стали 40ХН, 18ХГТ, 20Х2Н4А.
- Для лёгких и среднескоростных передач — углеродистая сталь 45, 50, конструкционная 35. Термообработка: закалка ТВЧ до HRC 45–55 или цементация 0,8–1,2 мм на глубину рабочей поверхности. В некоторых случаях — отпуск до HRC 30–35 для снижения хрупкости.
4. Требования к твёрдости:
- Твёрдость зубьев: HRC 45–60 (в зависимости от типа передачи).
- Сердцевина: HB 200–260.
- Допускается нитроцементация для уменьшения износа и повышения коррозионной стойкости.
5. Допуски, точность и шероховатость
- Класс точности — по ГОСТ 1643-81: 4…9 (в зависимости от назначения; для станков и приводов — 5-6 класс, для транспортных механизмов — 8-9).
- Допуск на шаг зубьев и профиль задаётся по ГОСТ 13755-81.
- Шероховатость рабочей поверхности зубьев — не грубее Ra 1,6–3,2 мкм, для точных систем — до Ra 0,8.
- Плоскостность опорной поверхности и перпендикулярность зубьев к ней контролируются в пределах 0,01–0,05 мм/100 мм длины.
6. Допуски, точность и шероховатость
- Класс точности — по ГОСТ 1643-81: 4…9 (в зависимости от назначения; для станков и приводов — 5-6 класс, для транспортных механизмов — 8-9).
- Допуск на шаг зубьев и профиль задаётся по ГОСТ 13755-81.
- Шероховатость рабочей поверхности зубьев — не грубее Ra 1,6–3,2 мкм, для точных систем — до Ra 0,8.
- Плоскостность опорной поверхности и перпендикулярность зубьев к ней контролируются в пределах 0,01–0,05 мм/100 мм длины.
7. Нагрузки и расчёт на прочность
Выполняется по формулам контактных и изгибающих напряжений (метод Льюиса).
- Расчёт ведут по допускаемым напряжениям σ_H и σ_F (контактные и изгибные).
- Коэффициент запаса прочности — не менее 1,25 для динамических нагрузок.
- Проверяются допустимые отклонения и износ при длительной работе.
- Для движений с высокой скоростью дополнительно рассчитываются вибрации и резонансные частоты.
8. Смазка и защита
При открытых передачах — периодическая смазка густыми смазками (Литол-24, ЦИАТИМ-221).
При закрытых — циркуляционная или капельная подача масла И-20А, И-40А.
Для открытых установок применяют защитные кожухи, особенно при пыльных и влажных условиях.
9. Совместимость и стандартизация
Прямозубые рейки стандартизированы по геометрии зацепления со стандартными шестернями по ГОСТ 13755-81.
При проектировании необходимо обеспечить совпадение модуля, угла давления и профиля зуба.
Посадки и сопряжения выполняются по ГОСТ 25346-89, ГОСТ 2.120-73.
10. Надёжность и срок службы
- Определяется износовой стойкостью зубьев и стабильностью смазки.
- Средний ресурс — 10⁴–10⁵ циклов при нормальном режиме работы.
- При необходимости — проведение упрочняющего поверхностного накатывания или нанесение твёрдых покрытий (TiN, CrN, FeCr).
Характеристики при выборе.
Основные параметры выбора — передаваемое усилие, длина хода, точность позиционирования и скорость перемещения. В машиностроении при выборе обращают внимание на модуль зацепления, допуск по классу точности, материал и термообработку. Для прецизионных механизмов важна минимальная погрешность шага, а для тяжёлых — высокая несущая способность и жёсткость.
Преимущества.
— Простая конструкция и высокая надёжность;
— Низкое трение и стабильное передаточное отношение;
— Возможность работы на больших длинах хода;
— Совместимость с различными типами шестерён;
— Простота обслуживания и замены.
Недостатки.
— Повышенный уровень шума при работе на высоких скоростях;
— Чувствительность к износу зубьев и недостаточной смазке;
— Не подходит для передачи крутящего момента под углом или с изменением направления движения без дополнительных узлов.
Применение
|
Отрасль |
Функция |
Особенности |
Условия эксплуатации |
Примеры применения |
|
Машиностроение и станкостроение |
преобразование вращательного движения вала или шестерни в линейное перемещение с высокой точностью. |
рейки шлифованные, термообработанные, с 5–6 классом точности; часто комплектуются шестернями из стали 40Х с ТВЧ. |
стабильная температура, смазка централизованная или капельная, умеренная нагрузка, высокая точность. |
|
|
Транспортно-подъёмные и складские системы |
передача значительного линейного усилия при ограниченных скоростях. |
используют массивные рейки из сталей 45, 40Х, с антикоррозионным покрытием; допускается шпонковое или болтовое крепление к направляющей. |
переменные нагрузки, пыль, колебания температуры от −40 °C до +60 °C, открытая установка. |
|
|
Автомобильная и транспортная техника |
преобразование вращения рулевого вала в поступательное движение тяг или перемещение деталей кузова. |
изготавливаются из легированных сталей с индукционной закалкой зубьев; обязательна тонкая настройка зацепления. |
вибрации, перепады температур, воздействие влаги и пыли, необходимость малой люфтовости. |
|
|
Металлургия, тяжёлое машиностроение, прессовое оборудование |
линейное перемещение массивных деталей при значительных усилиях. |
рейки крупномодульные (m = 8–25 мм), термообработанные, с повышенной жёсткостью основания; часто применяются в паре с редуктором и гидроприводом. |
высокая температура, окалина, вибрации, масло, возможные ударные нагрузки. |
|
|
Робототехника, автоматизация и ЧПУ-системы |
высокоточное линейное перемещение с минимальным люфтом. |
рейки шлифованные, класса точности 4–6, твёрдость HRC 50–60; используются совместно с шестернями со шлифованным профилем и редукторами повышенной точности. |
чистая среда, стабильная температура, непрерывная смазка, отсутствие ударных нагрузок. |
|
|
Горнодобывающая и карьерная техника |
передача больших линейных усилий при низких скоростях. |
рейки из сталей 40Х, 45Х, 35ХГСА, с крупным модулем, с покрытием против коррозии и износа; применяются в сочетании с герметичными корпусами. |
пыль, влага, абразив, удары, вибрации. |
|
|
Строительная и дорожная техника |
преобразование вращательного момента гидромотора или редуктора в линейное перемещение рабочих органов. |
рейки из термообработанных сталей, с запасом по прочности 1,5–2, допускают работу без постоянной смазки. |
открытый воздух, грязь, песок, влага, вибрации, большие перепады температур. |
|
|
Сельское хозяйство |
линейное перемещение элементов машин при средней нагрузке. |
рейки из углеродистых сталей с фосфатированием или цинковым покрытием; простые конструкции, допускающие замену без юстировки. |
пыль, грязь, повышенная влажность, перепады температур от −40 до +50 °C. |
|
|
Пищевая, фармацевтическая, упаковочная промышленность |
точное, плавное и гигиеничное перемещение при умеренных нагрузках. |
рейки из нержавеющих сталей (12Х18Н10Т, AISI 304/316), с полированными зубьями, без покрытия смазками на нефтяной основе. |
чистая среда, частые мойки, контакт с водой и растворами. |
|
|
Энергетика, нефтегаз и химическая промышленность |
линейное перемещение затворов и заслонок под давлением или при высокой температуре. |
рейки из жаропрочных и коррозионно-стойких сталей (12Х18Н10Т, 20Х23Н18, 10Х17Н13М2Т), с уплотнёнными сопряжениями и антикоррозионной смазкой. |
коррозионная среда, перепады температур, возможный контакт с агрессивными веществами. |
|
|
Дверные, фасадные и промышленные автоматические системы |
преобразование вращения электродвигателя в линейное перемещение створки. |
рейки оцинкованные или пластиковые с металлическим сердечником, часто в комплекте с защитным кожухом; допускается работа при −40 … +60 °C. |
атмосферные — снег, дождь, конденсат, солнечное излучение, запылённость. |
|
|
Лабораторное, измерительное и испытательное оборудование |
точное, плавное перемещение с микрометровой точностью. |
рейки мелкомодульные (m = 0,5–1,5 мм), шлифованные, с полированным профилем зубьев, часто выполнены из нержавеющей стали или бронзы. |
контролируемая температура, отсутствие вибраций, чистая среда. |
|