- Гладкий вал
- Ступенчатый вал
- Шлицевой вал
- Вал-шестерня
- Червячный вал
- Полый вал
- Эксцентриковый вал
- Кулачковый вал
- Коленчатый вал
- Торсионный вал
- Вал планетарной передачи
- Ходовой винт
- Цилиндрические прямозубые шестерни
- Цилиндрические косозубые шестерни
- Шевронные шестерни
- Конические прямозубые шестерни
- Конические тангенциальные шестерни
- Конические спиральные шестерни
- Конические гипоидные шестерни
- Секторные шестерни
- Шестерни с внутренним зацеплением
- Клиновидные шкивы
- Зубчатые шкивы
- Плоскоременные шкивы
- Круглокоременные шкивы
- Многоручьевые шкивы
- Тормозные шкивы
- Цилиндрическая втулка
- Коническая втулка
- Резьбовая втулка
- Подшипниковая втулка
- Ступенчатая втулка
- Перфорированная втулка
- Переходная втулка
- Втулка скольжения
- Втулка разъемная
- Однорядные звездочки
- Двухрядные звездочки
- Трехрядные звездочки
- Многорядные звездочки
- Звездочки со ступицей
- Звездочки под втулку тапербуш
- Зубчатое колесо цилиндрическое прямозубое
- Зубчатое колесо цилиндрическое косозубое
- Зубчатое колесо цилиндрическое шевронное
- Зубчатое колесо коническое прямозубое
- Зубчатое колесо коническое с тангенциальными зубьями
- Зубчатое колесо коническое спиральное
- Зубчатое колесо коническое гипоидное
- Зубчатое колесо червячное
- Зубчатое колесо реечное
- Зубчатое колесо внутреннего зацепления
- Зубчатые венцы с наружным зацеплением зубьев
- Зубчатые венцы с внутренним зацеплением зубьев
- Кольца большого диаметра
- Днища эллиптические ГОСТ 17379-2001
- Днища эллиптические ГОСТ 6533-78
- Днища штампованные ТУ 102-488-95
- Заглушки фланцевые плоские по ГОСТ 12836-67
- Заглушки поворотные по стандарту ASME b16.5
- Заглушки фланцевые с соединительным выступом ОСТ 34-10-428-90
- Заглушки фланцевые АТК 24.200.02-90
- Заглушки эллиптические ГОСТ 17379-2001
- Заглушки плоские приварные ОСТ 34.10.758-97
- Отводы бесшовные (горячедеформированные)
- Отводы сварные (секторные)
- Отводы гнутые (холодногнутые)
- Отводы штампосварные
- Концентрические переходы
- Эксцентрические переходы
- Бесшовные переходы
- Штампосварные переходы
- Сварные лепестковые переходы
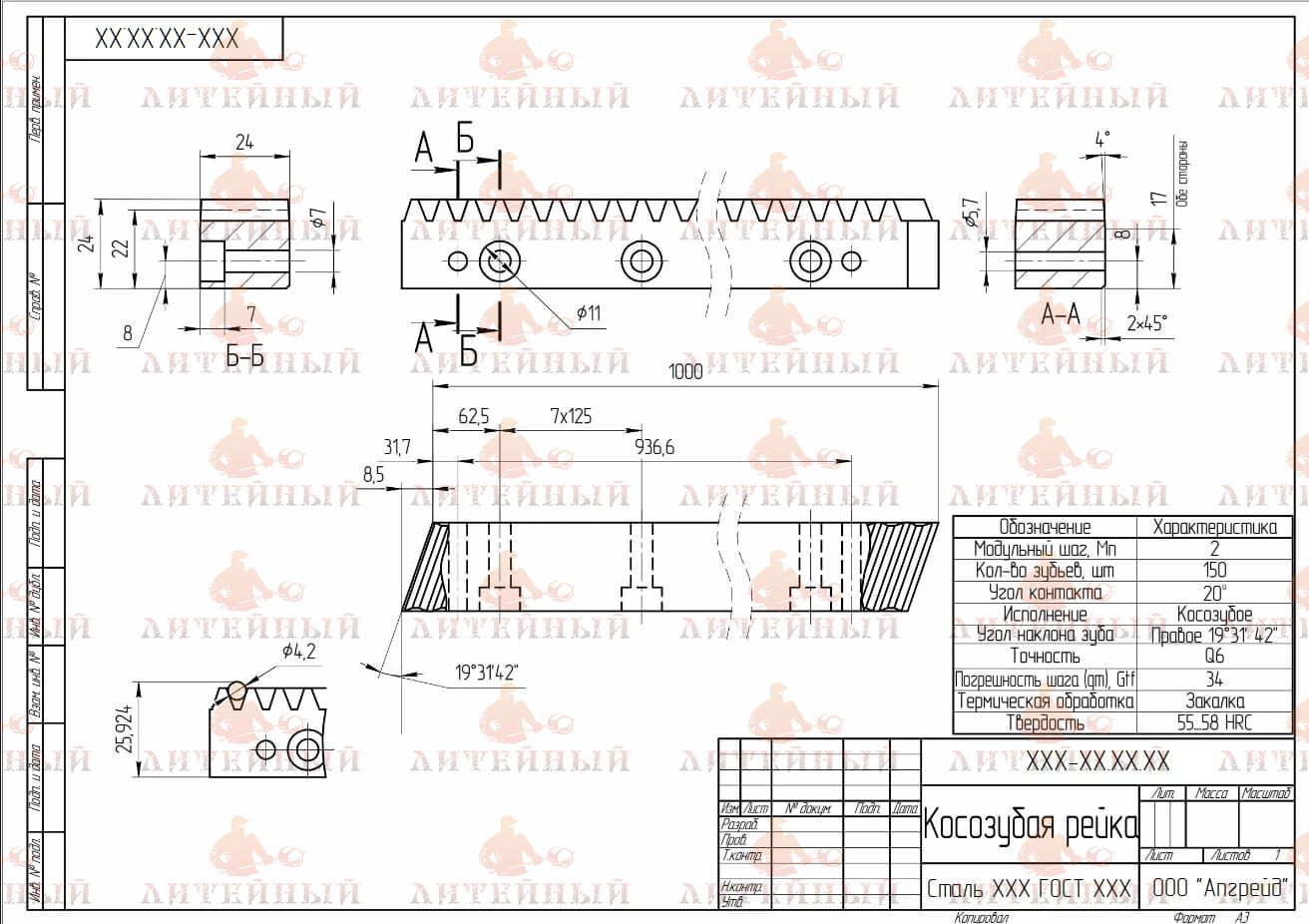
Изготовление косозубых реек любой сложности на заказ по чертежам Клиента
ООО Апгрейд оказывает услуги по изготовлению косозубых реек любой сложности на заказ по чертежам с учетом всех требований Клиента:
- Изготовление косозубых реек с нуля (включая разработку чертежей и проектирование 3D-модели детали).
- Изготовление косозубых реек по образцу при отсутствии чертежей (востребовано при импортозамещении и изготовлении деталей для спецтехники).
Предлагаем услуги по штучному и серийному производству, обеспечивая достижение высокого качества, требуемых физико-механических характеристик, соответствие готовой продукции НТД и соблюдение сроков выполнения заказов.
Сырье для изготовления косозубых реек
Изготавливаем косозубые рейки из конструкционных, инструментальных, нержавеющих, жаропрочных, жаростойких и др. специальных сталей и сплавов.
В качестве заготовок для будущих деталей берем поковки собственного производства или металлопрокат из складского наличия. Каждая заготовка проходит тщательный контроль качества, с целью обеспечения долговечности и точности конечного изделия.
Процесс изготовления косозубых реек на нашем производстве: Отправить запрос
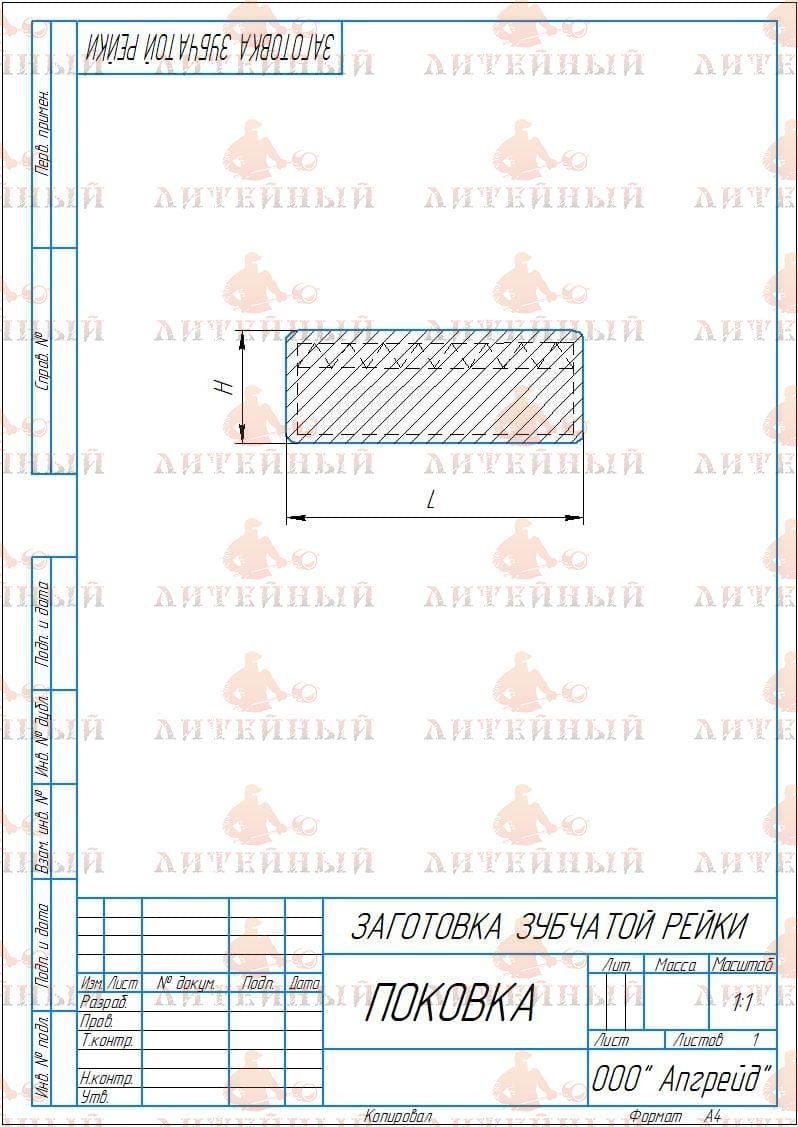
| ЗАГОТОВКА | ЧЕРТЕЖ ПОКОВКИ | заготовительные операции |
 |
 |
|
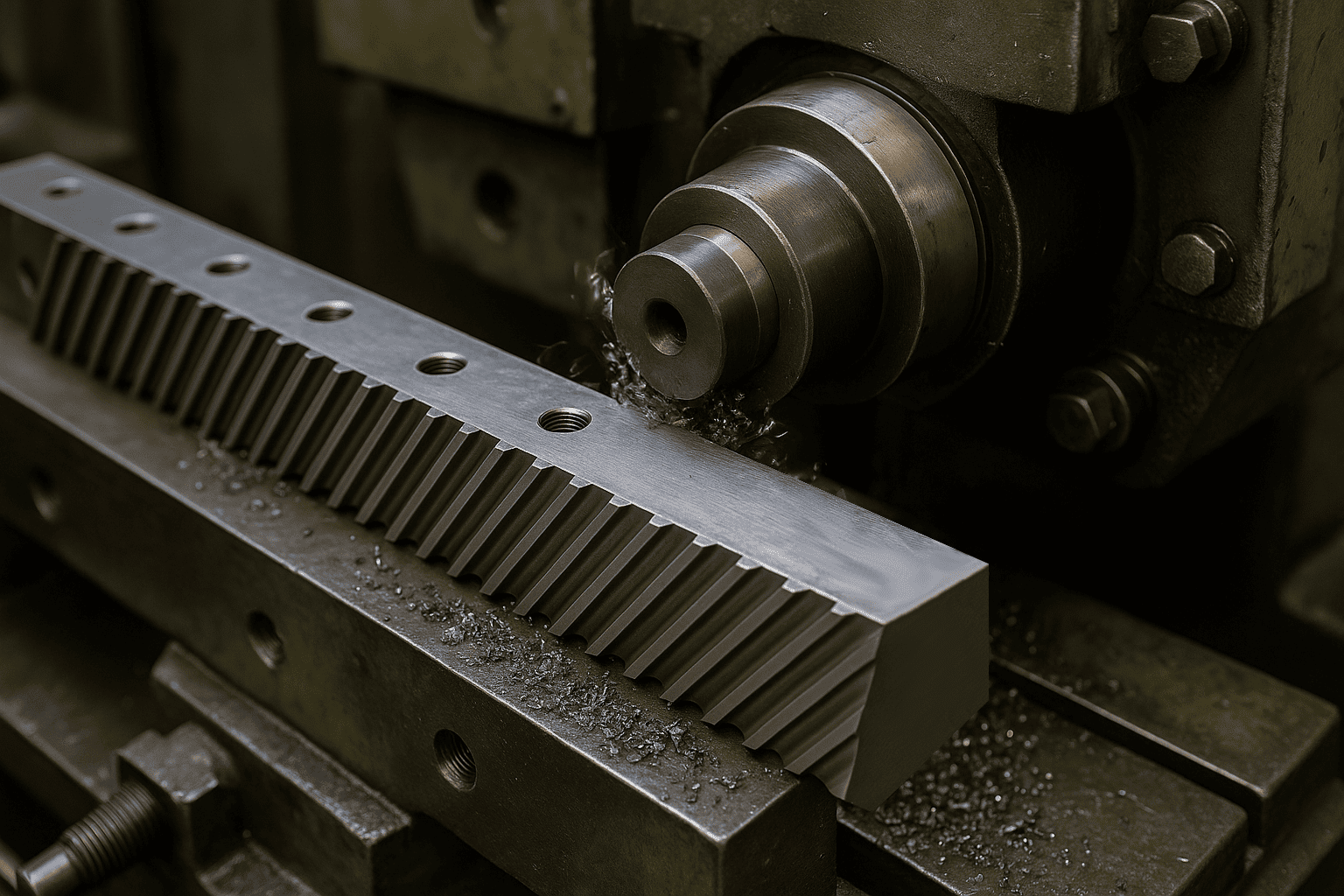
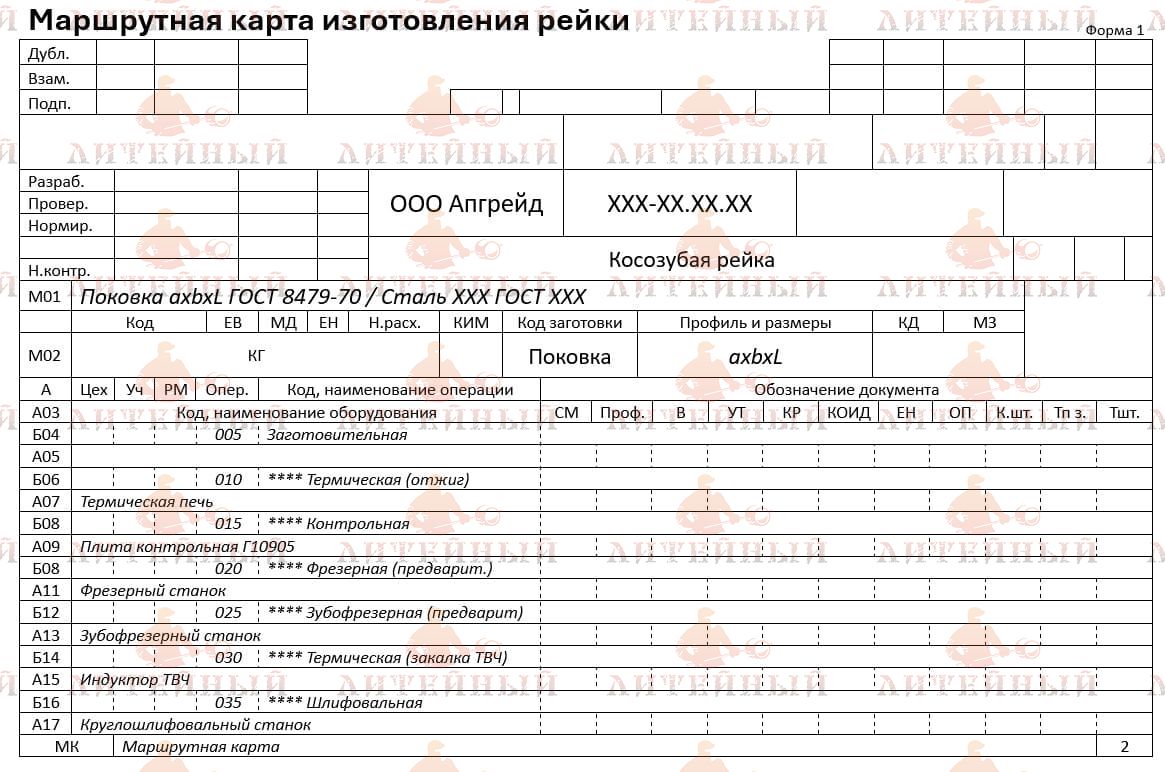
| МЕХАНИЧЕСКАЯ ОБРАБОТКА | Маршрутная карта мехобработки | Процесс мехобработки |
 |
 |
|
| ГОТОВАЯ ДЕТАЛЬ | Чертеж детали | Финишные операции |
 |
 |
|
Наши производственные мощности:
- Кузнечный
- Литейный цех
- Термический цех
- Конструкторское бюро
- Цех механической обработки
- Лаборатория разрушающего и неразрушающего контроля
Изготовление других видов реек:
Предлагаем услуги по изготовлению других видов звездочек:
Купить косозубые рейки
Заказать изготовление косозубых реек по выгодной цене можно в компании Апгрейд, отправив заявку по e-mail info@9hs.ru, через форму обратной связи на сайте или связавшись с нашим менеджером по телефону 7 (495) 984-97-09.
Процесс работы с клиентом





Фотогалерея "Изготовленные детали по чертежам"
Фотогалерея "Мехобработка деталей"
Преимущества работы с нами
При заказе товара клиенту предоставляется
Справочная информация
Косозубая рейка — это элемент зубчатой передачи, в котором зубья расположены под углом (обычно 15°–30°) к продольной оси рейки. В паре с косозубой шестернёй она преобразует вращательное движение в линейное с повышенной плавностью и сниженным уровнем вибрации. Такая конструкция обеспечивает более равномерную передачу нагрузки между зубьями и используется в ответственных приводах, где требуется высокая точность, малошумность и стабильность хода.
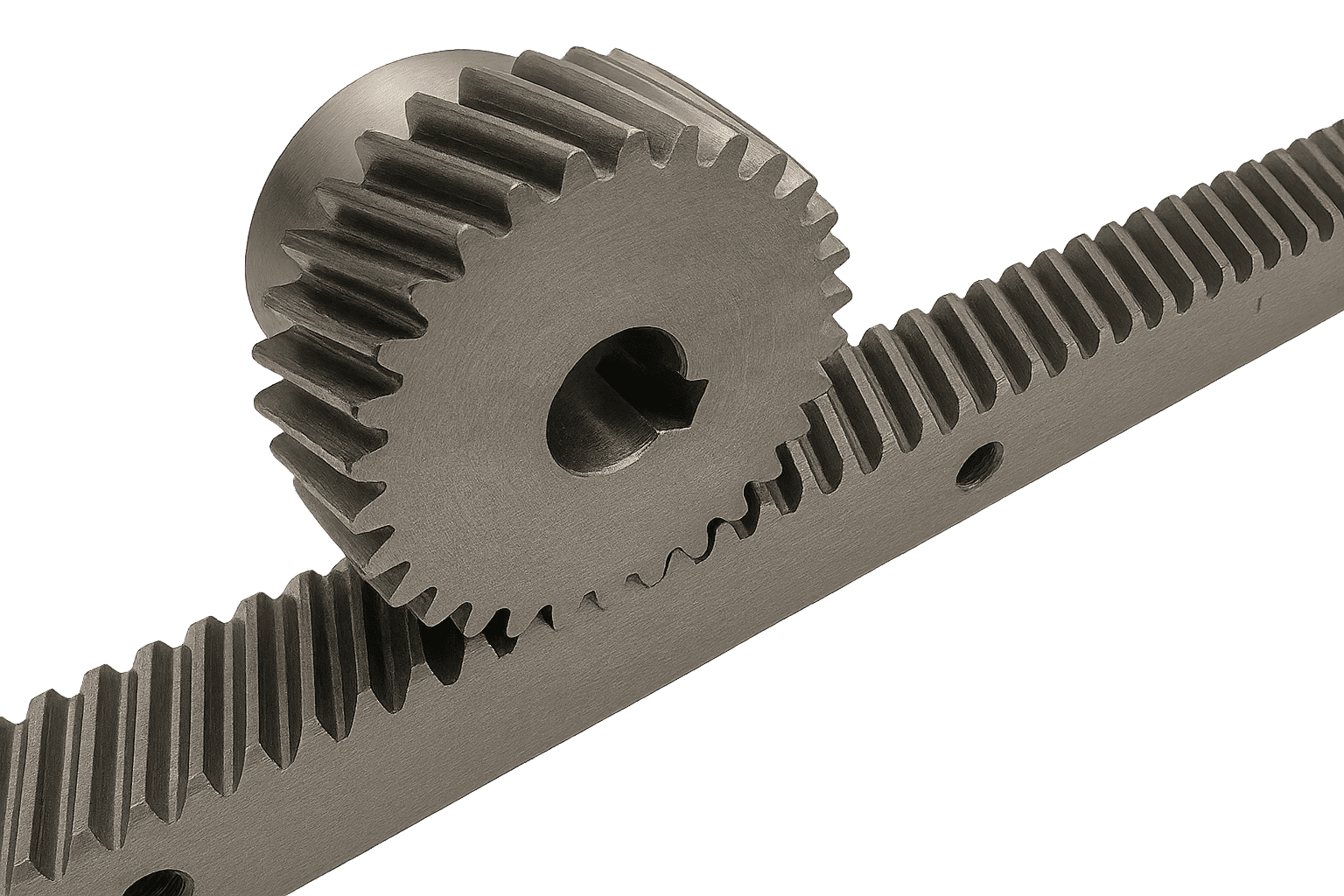
Рис.1. Косозубая рейка с шестерней
Заготовки для изготовления косозубых реек
- Прокатные полосы прямоугольного или квадратного сечения (ГОСТ 103-2006, ГОСТ 2590-2006);
- Поковки по ГОСТ 8479-70, если требуется высокая плотность металла и отсутствие внутренних дефектов;
- Катаные заготовки нормализованного состояния при серийном выпуске.
Перед обработкой заготовка подвергается правке, термической подготовке (отжиг или нормализация) и черновому фрезерованию базовых плоскостей. При изготовлении прецизионных реек— также шлифованию и проверке прямолинейности по ГОСТ 8026-92.
Материалы изготовления
Материал выбирается по условиям работы, требуемой твёрдости и типу передачи:
- Углеродистые стали: 45, 50, 55 — для умеренных нагрузок и стандартных механизмов.
- Легированные стали: 40Х, 20ХН3А, 18ХГТ, 35ХГСА — для повышенных нагрузок и точных приводов.
- Нержавеющие стали: 12Х18Н10Т, 08Х17Н5М3 — для коррозионно-активных и чистых сред.
- Бронза или латунь — при работе с малошумными и неискрящими передачами (в приборостроении, робототехнике).
После мехобработки зубья закаливаются ТВЧ до HRC 45–60 или цементируются на глубину 0,8–1,2 мм, что повышает износостойкость и стабильность профиля.
Характеристики при проектировании
- Геометрия зацепления
- Модуль (m) — определяет размеры зубьев; выбирается из стандартного ряда (ГОСТ 9563-60) в диапазоне от 1 до 25 мм.
- Угол наклона зуба (β) — от 15° до 30°, чаще 19°31′ (стандарт ISO). Чем больше угол, тем плавнее зацепление, но выше осевая сила.
- Угол давления (α) — стандартно 20°.
- Высота зуба: h=2,25m, из них головка — 1m, ножка — 1,25m.
- Шаг зубьев (p) = πm / cos β — меньше, чем у прямозубой рейки при одинаковом модуле, что обеспечивает большую плотность зацепления.
- Конструктивные размеры
- Ширина основания (b) — обычно 5–8×m;
- Длина секции — 500–2000 мм (стыкуются с шестернёй без разрыва профиля);
- Толщина основания — из расчёта жёсткости и способа крепления;
- Посадочные отверстия — симметрично оси зубьев, чтобы исключить перекос.
- Прочность и точность
- Проверяются контактные и изгибные напряжения (по методу Льюиса и ГОСТ 21354-87).
- Класс точности — 4–8 по ГОСТ 1643-81 (высокоточные механизмы — 4–6).
- Допуск на шаг зубьев: до ±0,02 мм на 100 мм длины для точных реек.
- Шероховатость зубьев — Ra 0,8–1,6 мкм.
- Биение профиля не более 0,03 мм.
- Термическая обработка и покрытия
- Закалка ТВЧ до HRC 50–60 с отпуском;
- При необходимости — цементация, нитроцементация, азотирование;
- Фосфатирование, оксидирование, никелевое или цинковое покрытие при открытой установке.
- Особенности конструкции
- При больших углах β требуется компенсировать осевую силу вала шестерни;
- При проектировании многосекционных реек учитывается совмещение профиля и шагов между секциями (контроль ±0,01 мм);
- Допускается установка косозубой рейки в закрытых корпусах с циркуляционной смазкой.
Характеристики при выборе
- Тип привода — ручной, моторный, редукторный;
- Нагрузка и момент — определяют модуль и ширину рейки;
- Требования к точности и плавности хода — выбирается класс точности и тип обработки (фрезерованная или шлифованная);
- Материал шестерни — должен быть совместим по твёрдости и термообработке;
- Условия среды — при пыли, влаге и температурных перепадах выбираются коррозионно-стойкие исполнения;
- Тип крепления — болтовое, на направляющих или с пазом.
Преимущества
- Более плавное и тихое зацепление, чем у прямозубой рейки;
- Большая площадь контакта зубьев → меньший износ и выше передаваемая нагрузка;
- Равномерное распределение сил и сниженные вибрации;
- Повышенная точность позиционирования при работе с ЧПУ и автоматикой;
- Возможность работы на высоких скоростях без резонансных колебаний.
Недостатки
- Сложнее изготовление — требуется фрезерование под углом и точная юстировка;
- Возникают осевые усилия, требующие упорных подшипников на валу шестерни;
- Более высокая стоимость из-за обработки и шлифования;
- Требуется тщательная установка при стыковке секций (угол зуба должен совпадать с углом шестерни).
Применение
|
Отрасль |
Условия |
Исполнения |
Применение |
|
Станкостроение и промышленная автоматизация |
стабильная температура, масляная смазка, высокая точность перемещения. |
Преимущества : плавность хода, отсутствие вибраций, высокая повторяемость позиционирования. |
Используются в приводах продольных и поперечных подач, линейных системах ЧПУ, координатных столах, портальных роботах. |
|
Робототехника и измерительное оборудование |
низкий уровень шума, отсутствие люфта, стабильность размеров. |
мелкомодульные, шлифованные, закалённые до HRC 58. |
Применяются в портальных и коллаборативных роботах, позиционерах, лазерных резаках и 3D-машинах. |
|
Металлургия и тяжёлое машиностроение |
высокие нагрузки, вибрации, масло, окалина. |
крупномодульные (m = 8–25 мм), закалённые ТВЧ, из стали 40Х, 35ХГСА. |
Используются в приводах манипуляторов, шиберов, загрузочных и подающих механизмов. |
|
Энергетика, нефтегаз и химическая промышленность |
агрессивные среды, температура до +200 °C, влажность. |
нержавеющие (12Х18Н10Т, AISI 316), с уплотнёнными сопряжениями и антикоррозионными покрытиями. |
Применяются в приводах задвижек, клапанов, подъёмных механизмов. |
|
Транспорт и подъёмные системы |
открытый воздух, пыль, перепады температур. |
оцинкованные или фосфатированные рейки, крупный модуль, повышенная прочность. |
Используются в системах управления воротами, платформами, лифтами, в транспортёрах. |
|
Сельское хозяйство и строительная техника |
пыль, грязь, вибрации, перепады температур от −40 до +50 °C. |
рейки из стали 45 или 40Х с поверхностной закалкой и защитным покрытием. |
Применяются в механизмах регулирования рабочих органов, гидроприводах, подъёмных рамах. |
Косозубая рейка — это точный и надёжный элемент линейного привода, предназначенный для плавной и устойчивой передачи движения в механизмах повышенной ответственности. Благодаря диагональному расположению зубьев она сочетает повышенную плавность, долговечность и прочность, что делает её предпочтительной для современных станков, роботизированных комплексов и тяжёлых промышленных установок, где важны стабильность, тишина и ресурс работы.