- Гладкий вал
- Ступенчатый вал
- Шлицевой вал
- Вал-шестерня
- Червячный вал
- Полый вал
- Эксцентриковый вал
- Кулачковый вал
- Коленчатый вал
- Торсионный вал
- Вал планетарной передачи
- Ходовой винт
- Цилиндрические прямозубые шестерни
- Цилиндрические косозубые шестерни
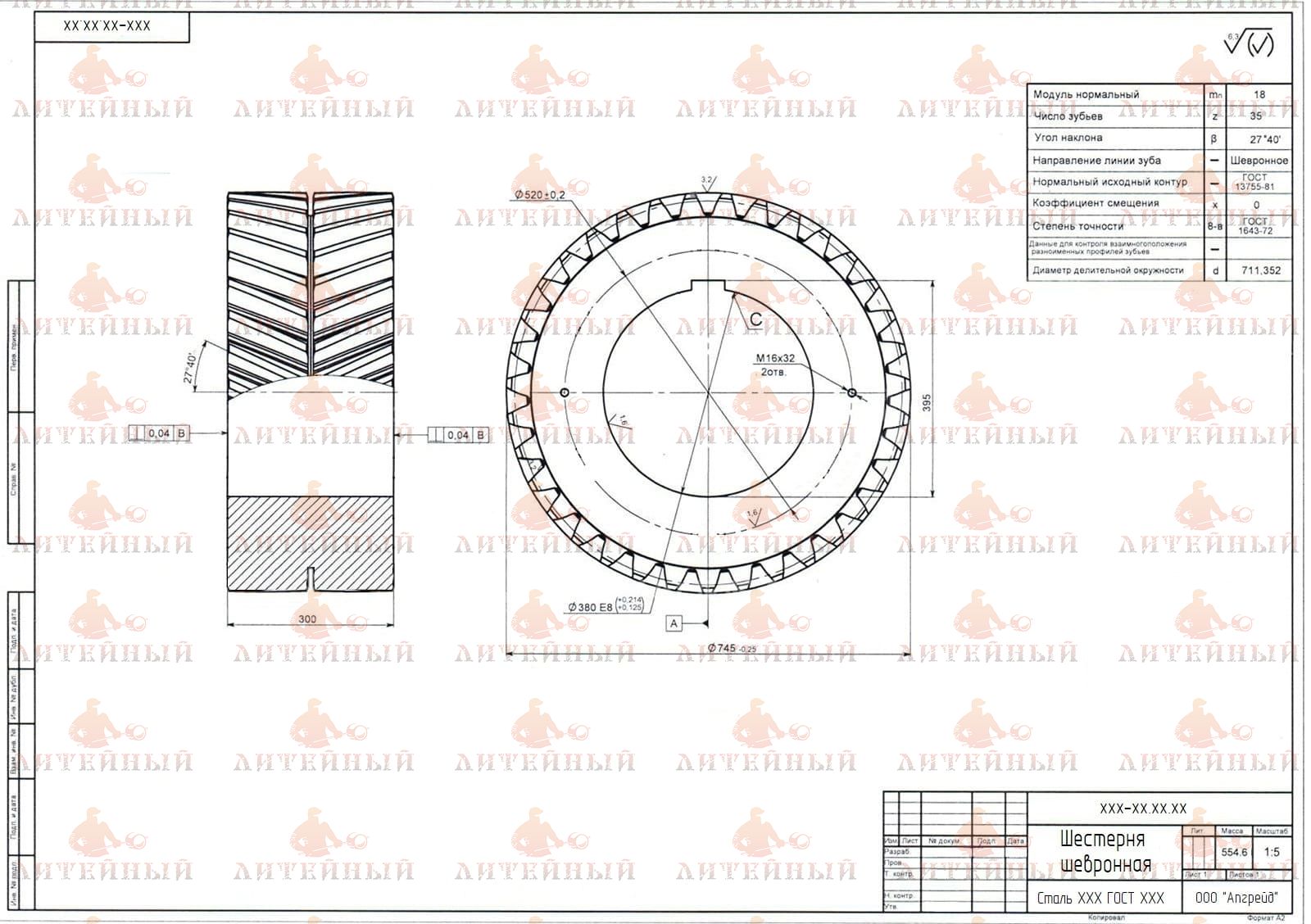
- Шевронные шестерни
- Конические прямозубые шестерни
- Конические тангенциальные шестерни
- Конические спиральные шестерни
- Конические гипоидные шестерни
- Секторные шестерни
- Шестерни с внутренним зацеплением
- Клиновидные шкивы
- Зубчатые шкивы
- Плоскоременные шкивы
- Круглокоременные шкивы
- Многоручьевые шкивы
- Тормозные шкивы
- Цилиндрическая втулка
- Коническая втулка
- Резьбовая втулка
- Подшипниковая втулка
- Ступенчатая втулка
- Перфорированная втулка
- Переходная втулка
- Втулка скольжения
- Втулка разъемная
- Однорядные звездочки
- Двухрядные звездочки
- Трехрядные звездочки
- Многорядные звездочки
- Звездочки со ступицей
- Звездочки под втулку тапербуш
- Зубчатое колесо цилиндрическое прямозубое
- Зубчатое колесо цилиндрическое косозубое
- Зубчатое колесо цилиндрическое шевронное
- Зубчатое колесо коническое прямозубое
- Зубчатое колесо коническое с тангенциальными зубьями
- Зубчатое колесо коническое спиральное
- Зубчатое колесо коническое гипоидное
- Зубчатое колесо червячное
- Зубчатое колесо реечное
- Зубчатое колесо внутреннего зацепления
- Зубчатые венцы с наружным зацеплением зубьев
- Зубчатые венцы с внутренним зацеплением зубьев
- Кольца большого диаметра
- Днища эллиптические ГОСТ 17379-2001
- Днища эллиптические ГОСТ 6533-78
- Днища штампованные ТУ 102-488-95
- Заглушки фланцевые плоские по ГОСТ 12836-67
- Заглушки поворотные по стандарту ASME b16.5
- Заглушки фланцевые с соединительным выступом ОСТ 34-10-428-90
- Заглушки фланцевые АТК 24.200.02-90
- Заглушки эллиптические ГОСТ 17379-2001
- Заглушки плоские приварные ОСТ 34.10.758-97
- Отводы бесшовные (горячедеформированные)
- Отводы сварные (секторные)
- Отводы гнутые (холодногнутые)
- Отводы штампосварные
- Концентрические переходы
- Эксцентрические переходы
- Бесшовные переходы
- Штампосварные переходы
- Сварные лепестковые переходы
Изготовление шевронных шестерней любой сложности на заказ по чертежам Клиента
ООО Апгрейд оказывает услуги по изготовлению шевронных шестерней любой сложности на заказ по чертежам с учетом всех требований Клиента:
- Изготовление шевронных шестерней с нуля (включая разработку чертежей и проектирование 3D-модели детали).
- Изготовление шевронных шестерней по образцу при отсутствии чертежей (востребовано при импортозамещении и изготовлении деталей для спецтехники).
Предлагаем услуги по штучному и серийному производству, обеспечивая достижение высокого качества, требуемых физико-механических характеристик, соответствие готовой продукции НТД и соблюдение сроков выполнения заказов.
Сырье для изготовления шевронных шестерней
Изготавливаем шевронные шестерни из конструкционных, инструментальных, нержавеющих, жаропрочных, жаростойких и др. специальных сталей и сплавов.
В качестве заготовок для будущих деталей берем поковки, штамповки собственного производства или металлопрокат из складского наличия. Каждая заготовка проходит контроль качества, с целью достижения требуемых характеристик, обеспечения долговечности и точности конечного изделия.
Процесс изготовления шевронных шестерней на нашем производстве включает следующие этапы: Отправить запрос
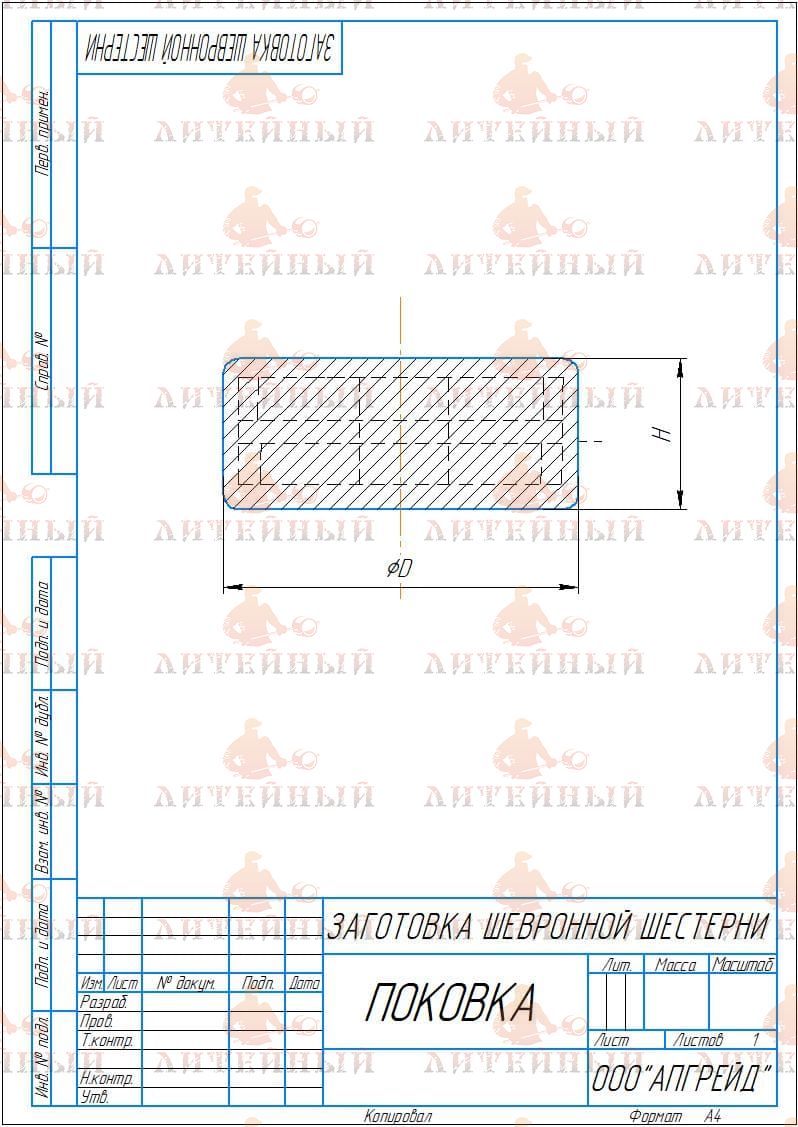
| ЗАГОТОВКА | ЧЕРТЕЖ ПОКОВКИ | заготовительные операции |
 |
 |
|
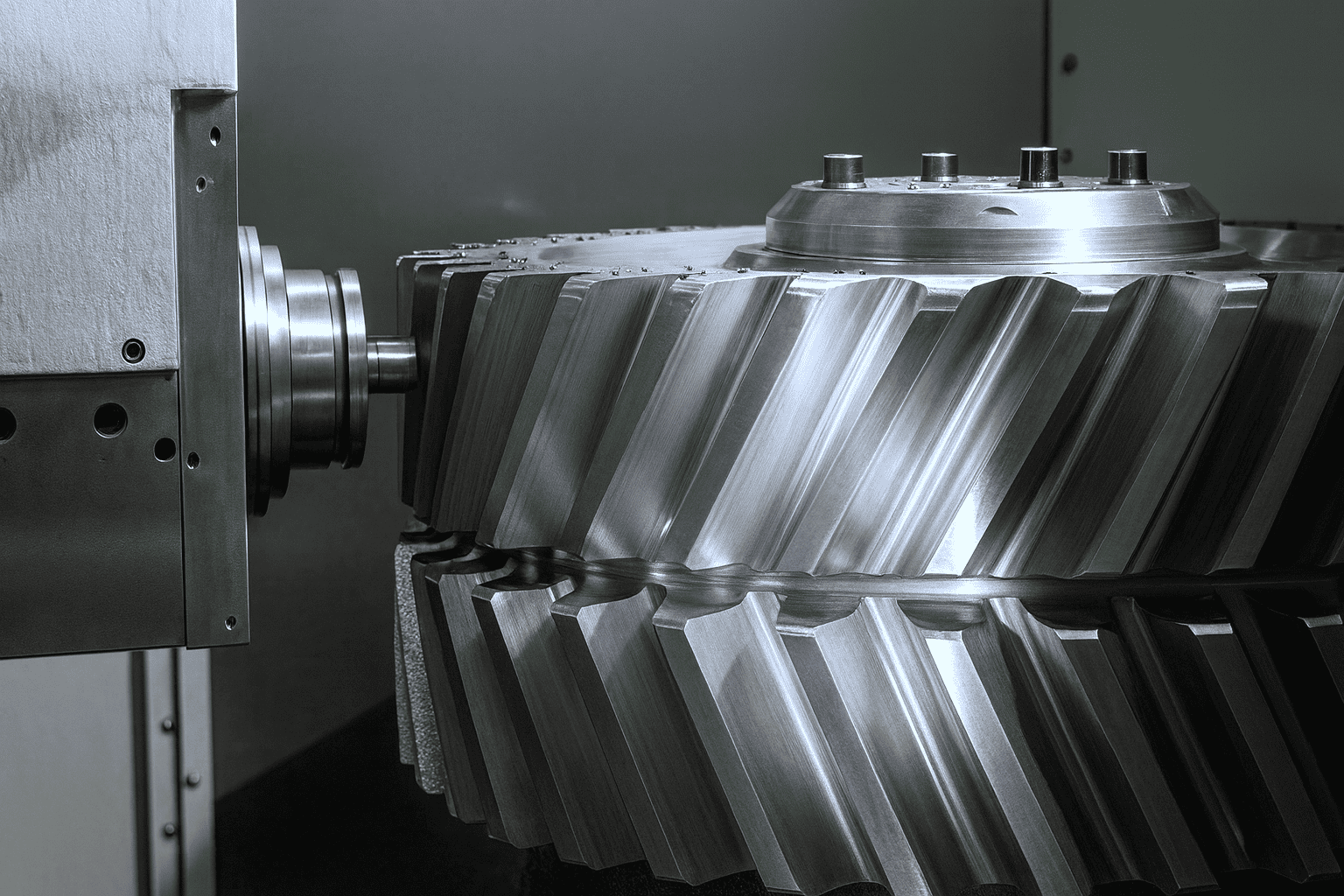
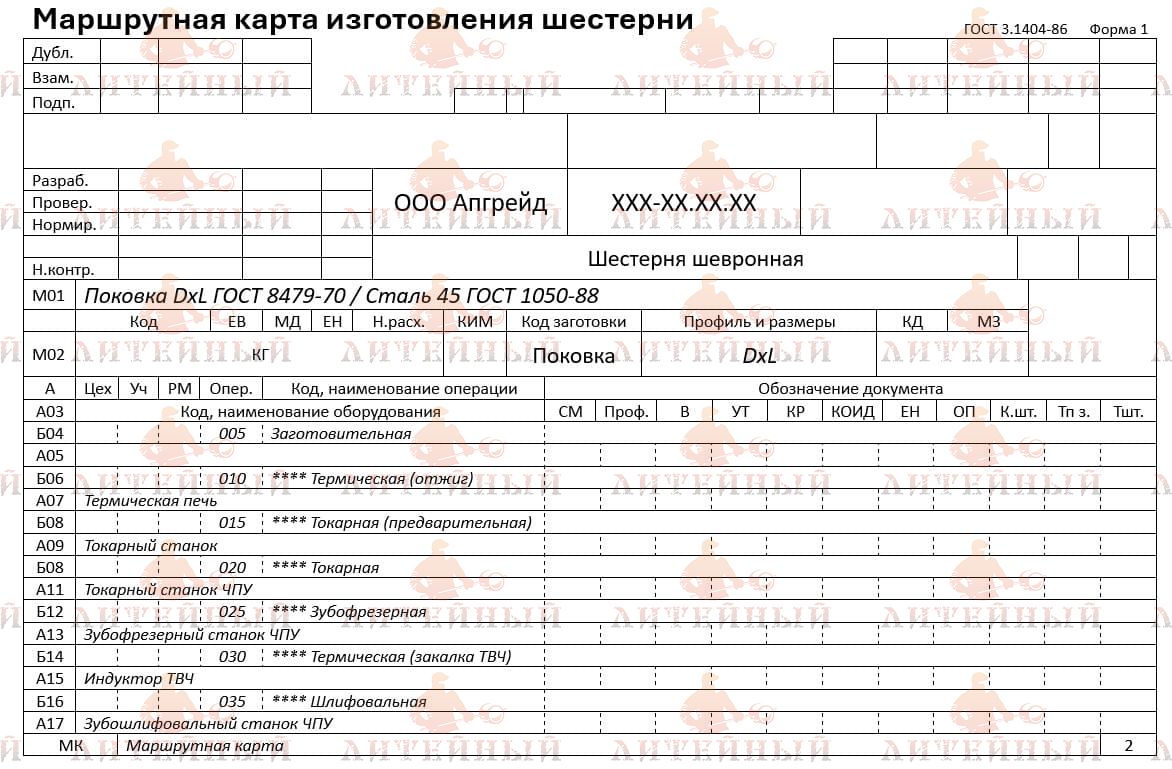
| МЕХАНИЧЕСКАЯ ОБРАБОТКА | Маршрутная карта мехобработки | Процесс мехобработки |
 |
 |
|
| ГОТОВАЯ ДЕТАЛЬ | Чертеж детали | Финишные операции |
 |
 |
|
Наши производственные мощности:
- Кузнечный
- Литейный цех
- Термический цех
- Конструкторское бюро
- Цех механической обработки
- Лаборатория разрушающего и неразрушающего контроля
Изготовление других видов шестерен:
Предлагаем услуги по изготовлению других видов шестеренок:
Купить шевронные шестерни
Заказать изготовление шевронных шестерней по выгодной цене можно в компании Апгрейд, отправив заявку по e-mail info@9hs.ru, через форму обратной связи на сайте или связавшись с нашим менеджером по телефону 7 (495) 984-97-09.
Процесс работы с клиентом





Фотогалерея "Изготовленные детали по чертежам"
Фотогалерея "Мехобработка деталей"
Преимущества работы с нами
При заказе товара клиенту предоставляется
Справочная информация
Шевронная шестерня — это разновидность цилиндрической зубчатой передачи с зубьями, расположенными под углом и образующими V-образный рисунок. По сути это две спаренные косозубые венцовые части, зеркально сдвинутые относительно осевой плоскости. Такая геометрия полностью компенсирует осевую силу, характерную для обычных косозубых колес, и обеспечивает плавный контакт зубьев при высокой нагрузке и скорости.
|
|
Виды
|

Основные характеристики при проектировании
При разработке учитывают весь комплекс нагрузочных и геометрических параметров, схожих с косозубыми колесами, но с поправкой на V-образный профиль.
|
1. Нагрузочные данные и кинематика |
|
|
Крутящий момент и мощность |
Базовые исходные параметры. По ним определяют модуль зацепления, ширину венца и материал. |
|
Диапазон скоростей |
Влияет на выбор класса точности, балансировку, тип смазки. При периферийных скоростях выше 25–30 м/с предъявляются повышенные требования к биению и шероховатости. |
|
Режим работы |
Постоянный, с пусками-остановами, реверсами, ударными нагрузками. Каждое условие даёт свои коэффициенты запаса. |
|
2. Геометрия зубьев |
|
|
Модуль m и число зубьев z |
Модуль m и число зубьев z задают основной масштаб передачи и передаточное отношение. Минимальное количество зубьев выбирают так, чтобы исключить подрезание профиля. |
|
Угол наклона зубьев |
Угол наклона зубьев левой и правой половины – обычно 25–40°. Симметрия углов важна для взаимного гашения осевых сил. |
|
Коэффициент смещения профиля |
Позволяет корректировать межосевое расстояние, увеличивать коэффициент перекрытия и избегать подрезания. |
|
Коэффициент перекрытия |
Целевой показатель не ниже 2, чтобы обеспечить плавность и низкий уровень вибраций. |
|
Ширина венца |
Ширина венца – обычно 8–14 модулей, но уточняется по расчётам прочности. Для составных шестерён отдельно задают ширину каждой половины и толщину разделительного кольца. |
|
3. Прочностные расчёты |
|
|
Контактная прочность |
Контактная прочность – проверка на выкрашивание (питтинг). Используют расчёт по Герцу с поправками на динамические факторы, перекосы половин и температурное расширение. |
|
Изгибная прочность зуба |
Ее рассчитывают по критическому сечению у основания зуба с учётом коэффициента формы и цикличности нагружения. |
|
Стойкость к заеданию и износу |
Оценивают удельную мощность трения и скорость скольжения, особенно при высоких окружных скоростях. |
|
4. Точность и сборка |
|
|
Класс точности |
Зависит от скорости и уровня шума. Для высокоскоростных редукторов выбирают высокие классы (6 и выше по ГОСТ). |
|
Соосность половин |
Ключевой параметр шевронной пары. Несовпадение осей вызывает локальные перегрузки и быстрый износ. |
|
Боковой зазор |
Обязателен для компенсации теплового расширения и погрешностей. Зазор задают в зависимости от диаметра и режима работы. |
|
Шероховатость фланков зубьев |
Для скоростных передач обычно не грубее Ra 0,8–1,6 мкм. |
|
5. Тепловой режим и смазка |
|
|
Тип смазки |
Циркуляционная с форсуночной подачей или масляный туман, чтобы равномерно охватывать обе половины венца. |
|
Охлаждение |
Расчёт тепловыделения и системы отвода тепла; при больших скоростях закладывают маслоохладители или рёбра на корпусе. |
|
Температурные деформации |
Проверяют, чтобы при рабочем диапазоне температур не нарушалась геометрия зацепления. |
|
6. Материал и термообработка |
|
|
Материал изготовления |
Выбирают сталь с высокой прокаливаемостью и низкой склонностью к отпускной хрупкости. Для цементации — 18ХГТ, 20ХН, 20ХН2М, обеспечивающие твёрдость поверхности 58–62 HRC при вязком сердечнике. Для закалки и отпуска — 40ХНМА, 35ХГСА, если требуется высокая прочность без цементации. Для коррозионно-стойких условий — нержавеющие сплавы (12Х18Н10Т и др.). |
|
Термообработка |
Нормализация заготовки, мехобработка, цементация или закалка ТВЧ, отпуск, окончательное шлифование зубьев. |
|
7. Технологичность |
|
|
Тип заготовки |
Чаще всего поковка с контролем волокнистой структуры. |
|
Маршрут обработки |
Черновая мехобработка, нарезание зубьев, термообработка, финишное шлифование или хонингование для достижения требуемой точности. |
|
Контроль |
Полная проверка геометрии профиля, шага, биений и твердости по протоколам. |
|
8. Узел установки |
|
|
Посадка на вал |
Шпонки, шлицы или горячая посадка; проверка на смятие и срез. |
|
Балансировка |
Обязательна для шестерён больших диаметров и скоростей. |
|
Уплотнения |
Защита смазки от загрязнения и удержание давления в картере. |
Материалы изготовления
- Для высоконагруженных шевронных колес применяют легированные конструкционные и цементуемые стали:
- 20Х, 20ХН, 18ХГТ, 18ХНВА – для цементации и закалки, обеспечивают твердость рабочей поверхности 58–62 HRC при вязком сердечнике.
- 40Х, 40ХНМА, 35ХГСА – под закалку и отпуск, когда требуется повышенная прочность без цементации.
- Нержавеющие и жаропрочные сплавы (например, 12Х18Н10Т, 20Х23Н18) – для химического оборудования и высокотемпературных редукторов.
- В тяжелых редукторах энергетики встречается поковка из стали 17ХН3МА с последующей поверхностной закалкой ТВЧ.
Выбор зависит от требуемой твердости зубьев, условий коррозии и температур.
Характеристики при выборе
- Передаваемый крутящий момент и мощность – основной критерий для определения габарита, модуля и материала.
- Скорость вращения – влияет на выбор класса точности, способа шлифования и системы смазки.
- Условия среды – коррозионная стойкость, температурные перепады, наличие абразива.
- Монтажные ограничения – доступность для установки цельной детали или необходимость разъёмной конструкции.
- Экономические факторы – стоимость поковки, трудоемкость шлифования, требование к балансировке.
Преимущества
- Полное взаимное гашение осевых сил, что снижает нагрузку на подшипники и позволяет компактный редуктор.
- Высокая плавность и бесшумность работы благодаря большому коэффициенту перекрытия.
- Возможность передачи очень больших моментов при относительно малых габаритах.
- Более равномерное распределение масла в зоне зацепления, чем у прямозубых и косозубых пар.
Недостатки
- Сложное и дорогое изготовление: требуется высокоточная нарезка и шлифование, особенно для цельных шестерён.
- Чувствительность к перекосам: малейшее несоосное смещение половин приводит к локальной перегрузке зубьев.
- Повышенные требования к системе смазки и охлаждения.
- Ограниченный выбор стандартных типоразмеров, часто изготавливаются по индивидуальным чертежам.
Применение по отраслям
|
Энергетика |
Редукторы паровых и газовых турбин, где нужны высокая мощность и минимальный шум. Пример: главный редуктор турбогенератора ТЭЦ. |
|
Нефтехимия и химическое машиностроение |
Компрессоры и насосы высокого давления, работающие непрерывно при больших скоростях. |
|
Горнодобывающая промышленность |
Приводы дробильных и мельничных установок, где важна долговечность при высоких нагрузках. |
|
Металлургия |
Главные приводы станов горячей и холодной прокатки, прокатные клети. |
|
Морское судостроение |
Главные гребные редукторы, где критична бесшумность и плавность хода. |
|
Большие экструдеры и смесители полимеров |
Равномерная передача крутящего момента без осевой силы на валы. |
Шевронные шестерни остаются ключевым элементом тяжелых и высокоскоростных приводов, где требуется одновременно высокая нагрузочная способность, плавность и долговечность. Несмотря на сложность производства и высокую цену, их эксплуатационные преимущества часто делают их единственным рациональным выбором для ответственных промышленных установок.