- Гладкий вал
- Ступенчатый вал
- Шлицевой вал
- Вал-шестерня
- Червячный вал
- Полый вал
- Эксцентриковый вал
- Кулачковый вал
- Коленчатый вал
- Торсионный вал
- Вал планетарной передачи
- Ходовой винт
- Цилиндрические прямозубые шестерни
- Цилиндрические косозубые шестерни
- Шевронные шестерни
- Конические прямозубые шестерни
- Конические тангенциальные шестерни
- Конические спиральные шестерни
- Конические гипоидные шестерни
- Секторные шестерни
- Шестерни с внутренним зацеплением
- Клиновидные шкивы
- Зубчатые шкивы
- Плоскоременные шкивы
- Круглокоременные шкивы
- Многоручьевые шкивы
- Тормозные шкивы
- Цилиндрическая втулка
- Коническая втулка
- Резьбовая втулка
- Подшипниковая втулка
- Ступенчатая втулка
- Перфорированная втулка
- Переходная втулка
- Втулка скольжения
- Втулка разъемная
- Однорядные звездочки
- Двухрядные звездочки
- Трехрядные звездочки
- Многорядные звездочки
- Звездочки со ступицей
- Звездочки под втулку тапербуш
- Зубчатое колесо цилиндрическое прямозубое
- Зубчатое колесо цилиндрическое косозубое
- Зубчатое колесо цилиндрическое шевронное
- Зубчатое колесо коническое прямозубое
- Зубчатое колесо коническое с тангенциальными зубьями
- Зубчатое колесо коническое спиральное
- Зубчатое колесо коническое гипоидное
- Зубчатое колесо червячное
- Зубчатое колесо реечное
- Зубчатое колесо внутреннего зацепления
- Зубчатые венцы с наружным зацеплением зубьев
- Зубчатые венцы с внутренним зацеплением зубьев
- Кольца большого диаметра
- Днища эллиптические ГОСТ 17379-2001
- Днища эллиптические ГОСТ 6533-78
- Днища штампованные ТУ 102-488-95
- Заглушки фланцевые плоские по ГОСТ 12836-67
- Заглушки поворотные по стандарту ASME b16.5
- Заглушки фланцевые с соединительным выступом ОСТ 34-10-428-90
- Заглушки фланцевые АТК 24.200.02-90
- Заглушки эллиптические ГОСТ 17379-2001
- Заглушки плоские приварные ОСТ 34.10.758-97
- Отводы бесшовные (горячедеформированные)
- Отводы сварные (секторные)
- Отводы гнутые (холодногнутые)
- Отводы штампосварные
- Концентрические переходы
- Эксцентрические переходы
- Бесшовные переходы
- Штампосварные переходы
- Сварные лепестковые переходы
Изготовление торосферических днищ на заказ
ООО Апгрейд оказывает услуги по изготовлению торосферических днищ на заказ по чертежам с учетом всех требований Клиента:
- Изготовление днищ по чертежам клиента
- Изготовление днищ всех типов (A, B, C) по ГОСТ Р 52857.2-2007, ГОСТ 34347-2017, ГОСТ 14249-89.
Предлагаем услуги по штучному и серийному производству, обеспечивая достижение высокого качества, требуемых физико-механических характеристик, соответствие готовой продукции НТД и соблюдение сроков выполнения заказов.
Сырье для изготовления днищ
Изготавливаем днища из конструкционных, инструментальных, нержавеющих, жаропрочных, жаростойких и др. специальных сталей и сплавов.
В качестве заготовок для будущих деталей берем листовой прокат из складского наличия. Каждая заготовка проходит контроль качества, с целью достижения требуемых характеристик, обеспечения долговечности и точности конечного изделия.
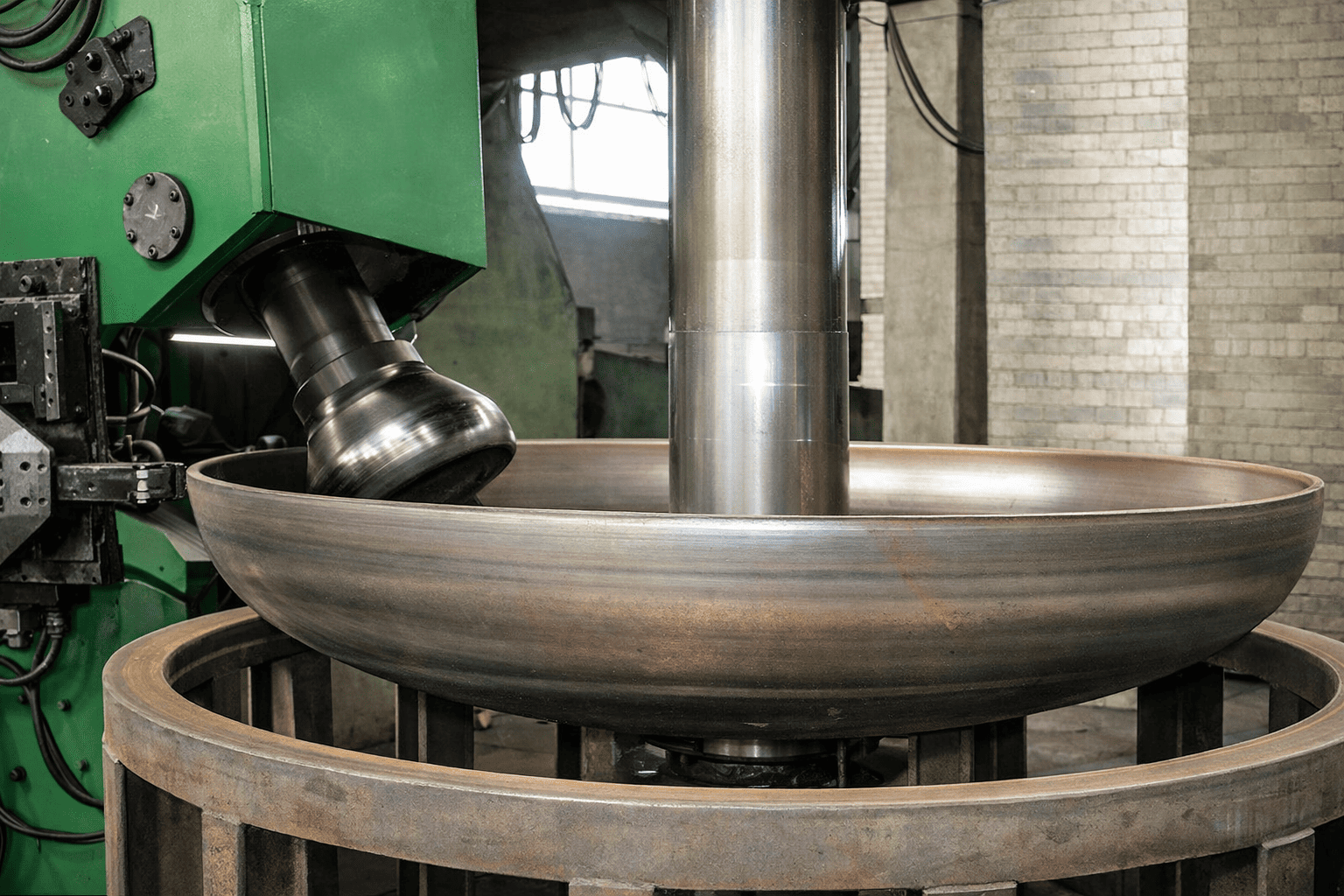
Процесс изготовления торосферических днищ на нашем производстве: Отправить запрос
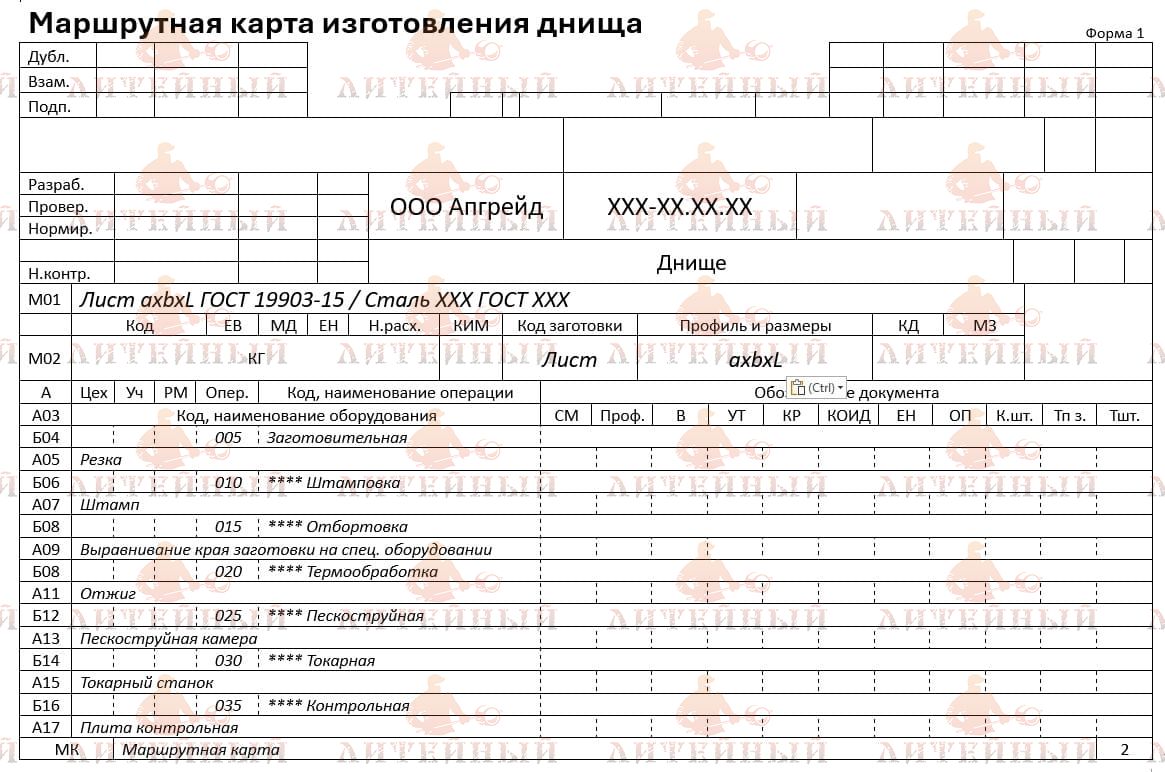
| ЗАГОТОВКА | ЧЕРТЕЖ ПОКОВКИ | заготовительные операции |
 |
 |
|
| МЕХАНИЧЕСКАЯ ОБРАБОТКА | Маршрутная карта мехобработки | Процесс мехобработки |
 |
 |
|
| ГОТОВАЯ ДЕТАЛЬ | Чертеж детали | Финишные операции |
 |
 |
|
Наши производственные мощности:
- Кузнечный
- Литейный цех
- Термический цех
- Конструкторское бюро
- Цех механической обработки
- Лаборатория разрушающего и неразрушающего контроля
Изготовление других видов днищ:
Предлагаем услуги по изготовлению других видов днищ:
Купить торосферические днища
Заказать изготовление торосферических днищ по выгодной цене можно в компании Апгрейд, отправив заявку по e-mail info@9hs.ru, через форму обратной связи на сайте или связавшись с нашим менеджером по телефону 7 (495) 984-97-09.
Процесс работы с клиентом





Фотогалерея "Изготовленные детали по чертежам"
Фотогалерея "Мехобработка деталей"
Преимущества работы с нами
При заказе товара клиенту предоставляется
Справочная информация
Торосферическое днище это днище, у которого центральная часть выполнена в виде сферического сегмента, а примыкание к цилиндрической обечайке оформлено через тороидальную (кольцевую) зону сопряжения. За счет такой геометрии нагрузка от давления распределяется более равномерно, чем у плоских решений, а высота днища обычно меньше, чем у полусферического. На практике торосферика часто выбирается как компромисс между прочностью, габаритами и стоимостью изготовления.
Ключевая особенность конструкции, это именно зона перехода от сферической части к кромке. Там чаще всего возникают повышенные напряжения, поэтому качество формовки, точность радиусов, состояние кромки и сварного шва критичны.
Рис.1 Торосферическое днище
Виды торосферических днищ
|
|
|
|
|
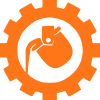
Типа А |
Тип В |
Тип С |
|
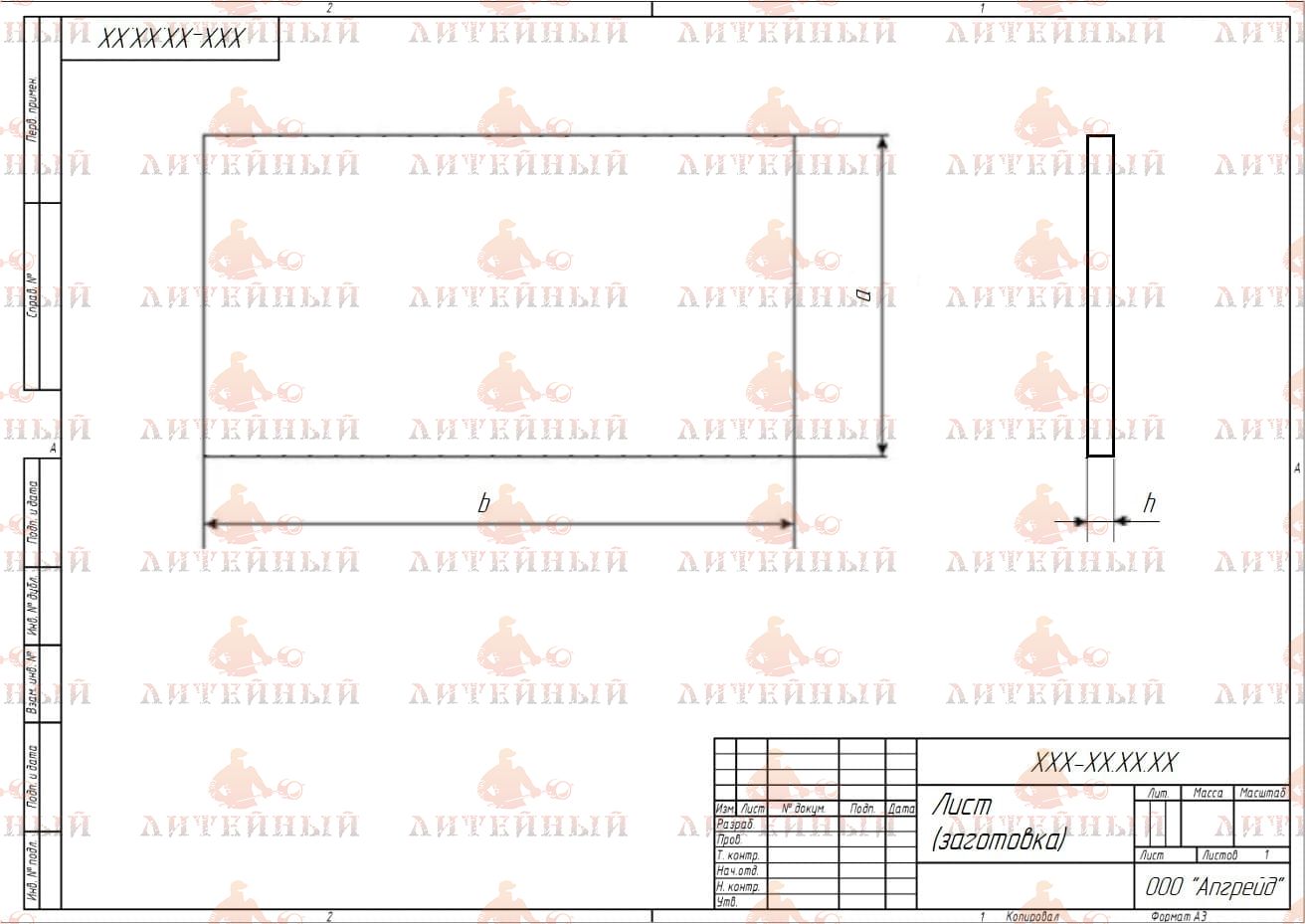
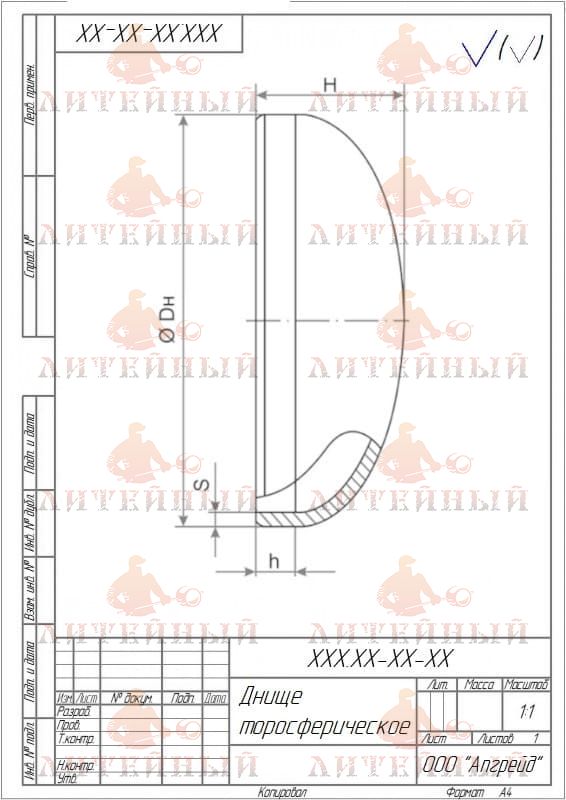
R ≈ D, r ≥ 0,1*D, h ≥ 3,5*S Размерные характеристики |
R ≈ 0,9*D, r ≥ 0,17*D h ≥ 3*S Размерные характеристики |
R ≈ 0,8*D r ≥ 0,15*D h ≥ 3*S Размерные характеристики |
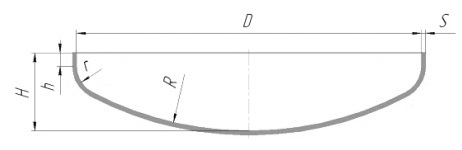
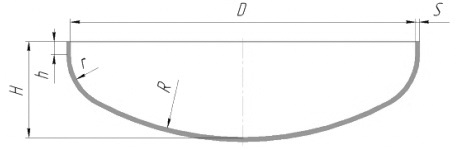
D – диаметр днища
S – толщина стенки
R – радиус сферы
h – высота прямого участка
H – общая высота днища
r – радиус отбортовки
Материал изготовления
Материал выбирают по рабочей среде, температуре и расчетным нагрузкам.
- Углеродистые и низколегированные стали применяют для нейтральных и слабоагрессивных сред, нефтепродуктов, технических растворов. Часто требуется припуск на коррозию и защитные покрытия.
- Нержавеющие стали выбирают для агрессивных сред, пищевых и химических процессов, где важны коррозионная стойкость и санитарная обработка. Важны правильные режимы сварки и контроль зон термического влияния.
- Специальные материалы (дуплексные стали, никелевые сплавы, титан и т.д.) используют при высоких температурах или в сильнокоррозионных средах, когда стандартные решения не держат ресурс.
Заготовки для изготовления
- Листовой прокат как базовую заготовку под штамповку или формовку. Это основной и наиболее типовой вариант.
- Сегментные (лепестковые) заготовки когда диаметр или толщина не позволяют изготовить днище целиком. Тогда заготовка собирается сваркой из нескольких частей, а затем формуется или доводится.
- Кованые заготовки встречаются реже, но применимы для толстостенных и особо ответственных изделий, где нужен повышенный запас по однородности металла.
В любом варианте заранее закладывают припуски под формовку, подрезку кромки и подготовку фасок.
Характеристики при проектировании
|
Нагрузки |
Внутреннее давление, вакуум, гидростатическая нагрузка, собственный вес, вес продукта, внешние нагрузки от опор и обвязки. Для вакуума отдельно оценивают устойчивость к потере формы. |
|
Температурные условия |
Рабочая температура, перепады, циклы нагрев-охлаждение. Это влияет на выбор материала, требования к ударной вязкости и риск термоусталости. |
|
Коррозионные условия |
Состав среды, наличие хлоридов, кислых или щелочных компонентов, абразивность. От этого зависит припуск на коррозию, необходимость покрытий, футеровки, облицовки. |
|
Геометрия сопряжения с обечайкой |
Параметры зоны перехода, кромка под сварку, требования к отбортовке, допустимые отклонения по овальности. Если зона сопряжения выполнена грубо, днище может быть прочным на бумаге, но проблемным в реальности. |
|
Технологичность |
Доступность оборудования для формовки, возможность термообработки (если требуется), возможности НК, требования к качеству поверхности (особенно для пищевых и химических емкостей). |
Преимущества
- Хорошее распределение напряжений при работе под давлением по сравнению с плоскими решениями.
- Обычно умеренная высота, проще вписывается в компоновку, чем полусферическое днище.
- Технологичность для серийных размеров, часто доступно производство без экзотических операций.
- Нормальный баланс металлоемкости и прочности, поэтому широко применяется в емкостном оборудовании.
Недостатки
- Зона тороидального перехода чувствительна к точности формовки и качеству сварки, именно там чаще возникают локальные концентрации напряжений.
- При больших диаметрах и толщинах стоимость и сроки растут, иногда приходится уходить в сегментную сборку со швами, что усложняет контроль.
- Для задач полного слива не всегда идеальна сама по себе, часто требуется продуманная сливная арматура, уклоны, сливные стаканы или конструктивные решения против застойных зон.
Применение и условия эксплуатации
Торосферические днища используют там, где емкость работает под давлением или требуется надежная форма при умеренных габаритах:
- Сосуды и аппараты под давлением: ресиверы, технологические емкости, сепараторы, буферные аппараты.
- Емкостное оборудование в химии и нефтехимии, если нужна прочность и предсказуемая работа под давлением.
- Пищевые и фарм-емкости применимы при корректном выборе нержавеющей стали и требований к поверхности, но здесь часто дополнительно решают вопрос санитарной обработки и полного слива.
Условия эксплуатации, на которые обычно обращают внимание: наличие вакуумных режимов, цикличность давления, вибрации от оборудования, коррозионная активность среды, требования к мойке и инспекции. При жестких режимах важны контроль сварных соединений, стабильность геометрии и корректное сопряжение с обечайкой.